عوامل مهم در فرآیند شکل دهی، دمای مربوط به لاستیک در دمای ذوب، و دمای مخزن و پیچ تا حدی تحت کنترل دمای ذوب لاستیک است، بنابراین در تولید واقعی، بیشتر دمای مخزن به دمای قالب نزدیک است. اختلاف دما و نوسانات دما در تولید تاثیر معینی بر کیفیت نوار چسب دارد، به طوری که تنش باقیمانده در نوار چسب ایجاد می شود، سطح تیره و کدر می شود و شدت نقاط نامساوی رخ می دهد.
دومین عامل کنترلی در فرآیند قالبگیری اکستروژن PVC، سرعت کشش است. اثر کششی در قالب و ماتریس اکستروژن از قطعات پلاستیکی رخ میدهد، نیروی کششی جهتگیری، هرچه درجه جهتگیری کششی بیشتر باشد، نوار در راستای جهتگیری مقاومت کششی نیز بیشتر است، در همان زمان پس از خنککاری، انقباض نسبتاً بزرگتری دارد. بنابراین در تولید عادی، بهتر است سرعت کشش و نرخ اکستروژن مناسب باشد، نسبت تشکیل نسبت کشش کمی بیشتر از 1 باشد.
 اخبار داغ
اخبار داغ2025-06-16
2025-06-25
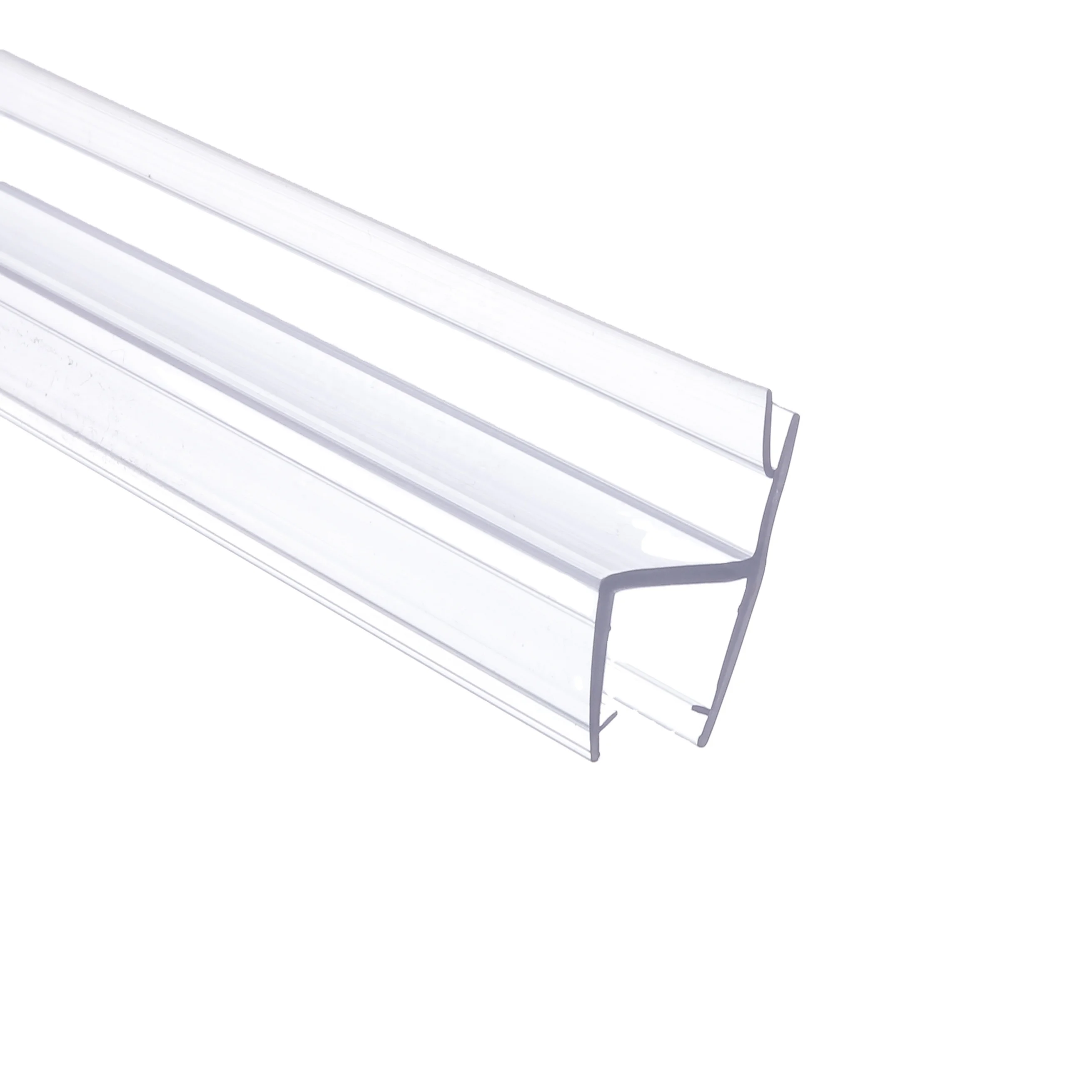
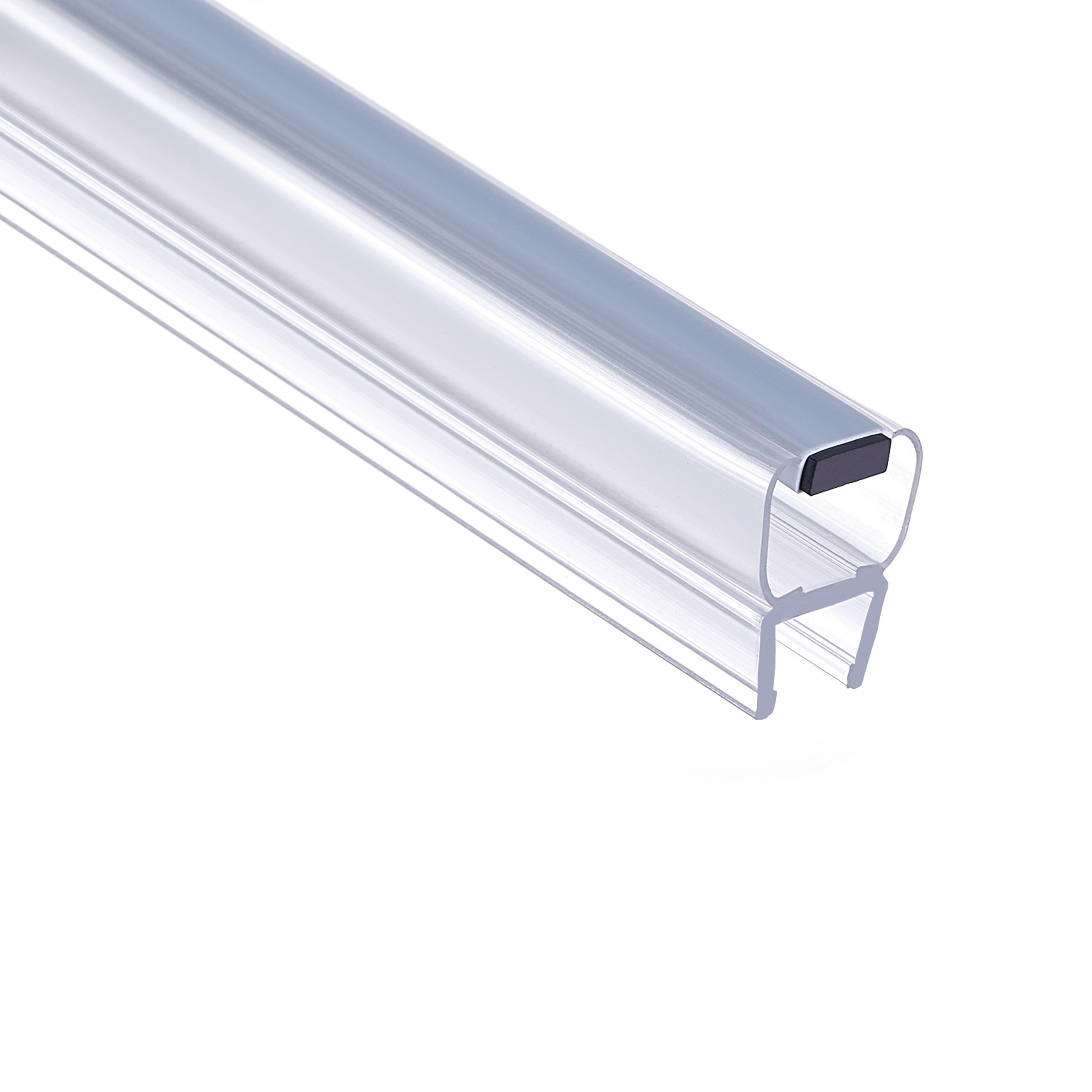
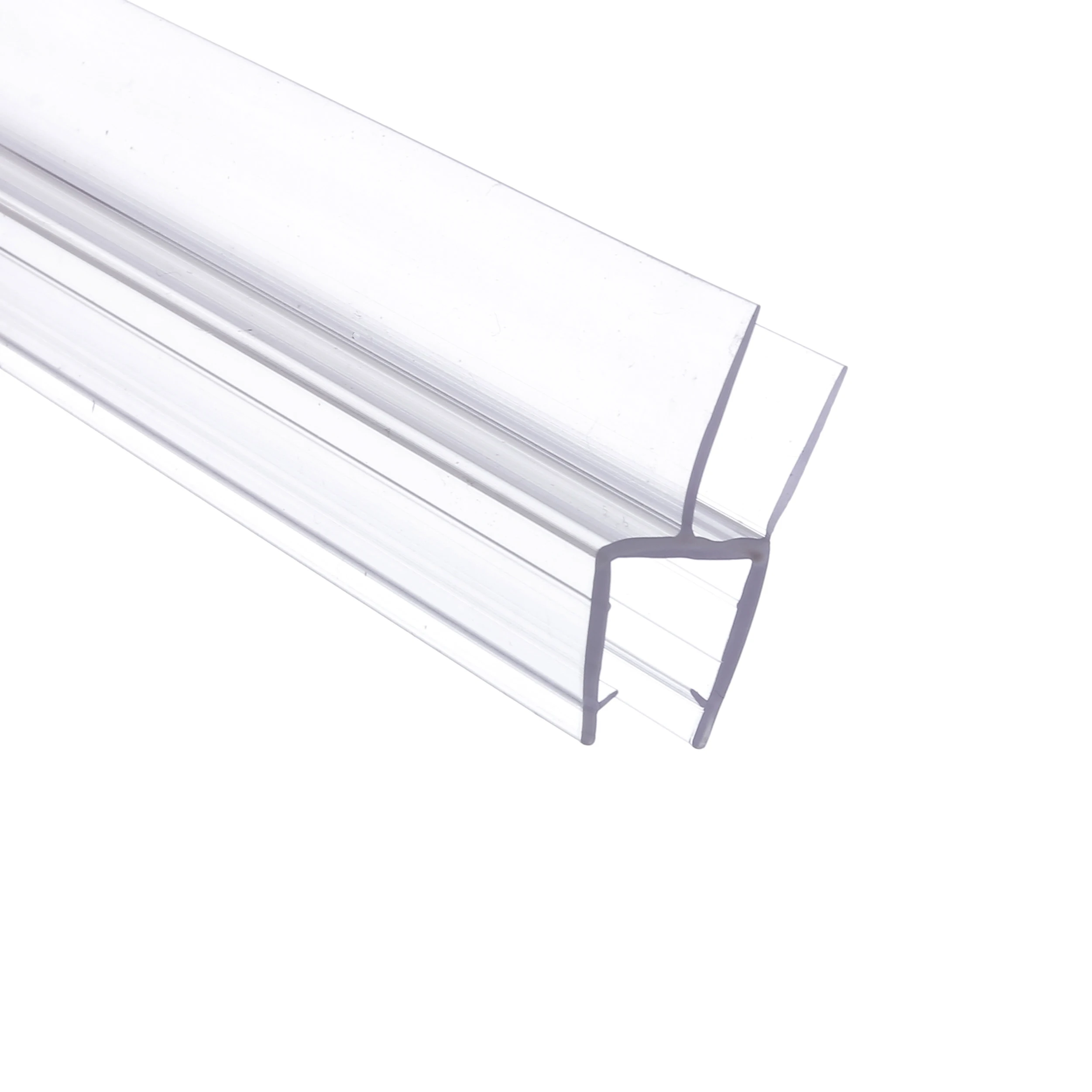
شرکت Jinsu (Guilin) Plastic Profiles Co., Ltd یک تولیدکننده پیشرو چینی در زمینه تولید درزگیرهای سفارشی پی وی سی برای درهای دوش و واشرهای پنجره است. با دارا بودن ۲۰ خط تولید و بیش از ۸۰ تکنسین، ما راهحلهای آببندی بادوام برای کاربردهای حمام و صنعتی ارائه میدهیم. این شرکت از سوی مشتریان اروپایی و آمریکایی مورد اعتماد قرار گرفته است. همین امروز درخواست نقلقول دهید.
حق کپی رایت © 2025 توسط شرکت پروفیلهای پلاستیکی جینسو (گویلین)، محدود شده سیاست حفظ حریم خصوصی