Важный фактор в процессе формования, температура относится к температуре расплава в резиновом цилиндре, а также к температуре цилиндра и шнека, которые в определенной степени контролируют температуру резинового расплава. Поэтому при реальном производстве температура цилиндра приближается к температуре формования. Разница температур и температурные колебания в ходе производства оказывают определенное влияние на качество клеевой ленты, вследствие чего возникает остаточное напряжение клейкой ленты, поверхность становится тусклой и матовой, а также появляется неравномерная интенсивность точек.
Вторым регулирующим фактором в процессе экструзионного формования ПВХ является скорость тракции. Эффект тяги возникает в экструзионной форме и матрице со стороны пластмассовых деталей, за счет силы тяги ориентационного растяжения: чем выше степень ориентационного растяжения, тем больше прочность на растяжение вдоль направления ориентации, а также относительно большим становится усадка после охлаждения. Поэтому при нормальном производстве оптимальным является такое соотношение скорости тяги и экструзии, при котором коэффициент формования был бы немного больше 1.
 Горячие новости
Горячие новости2025-06-16
2025-06-25
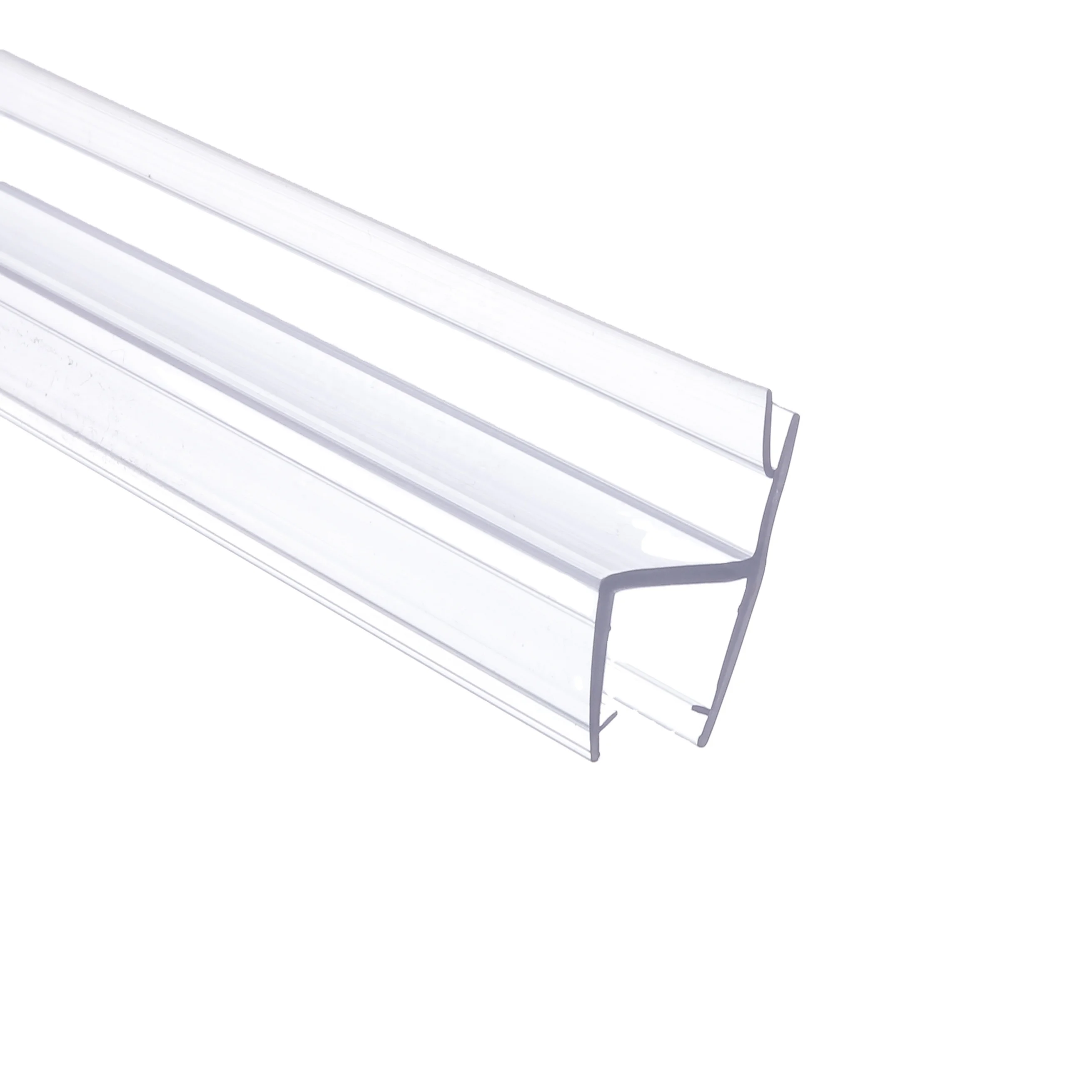
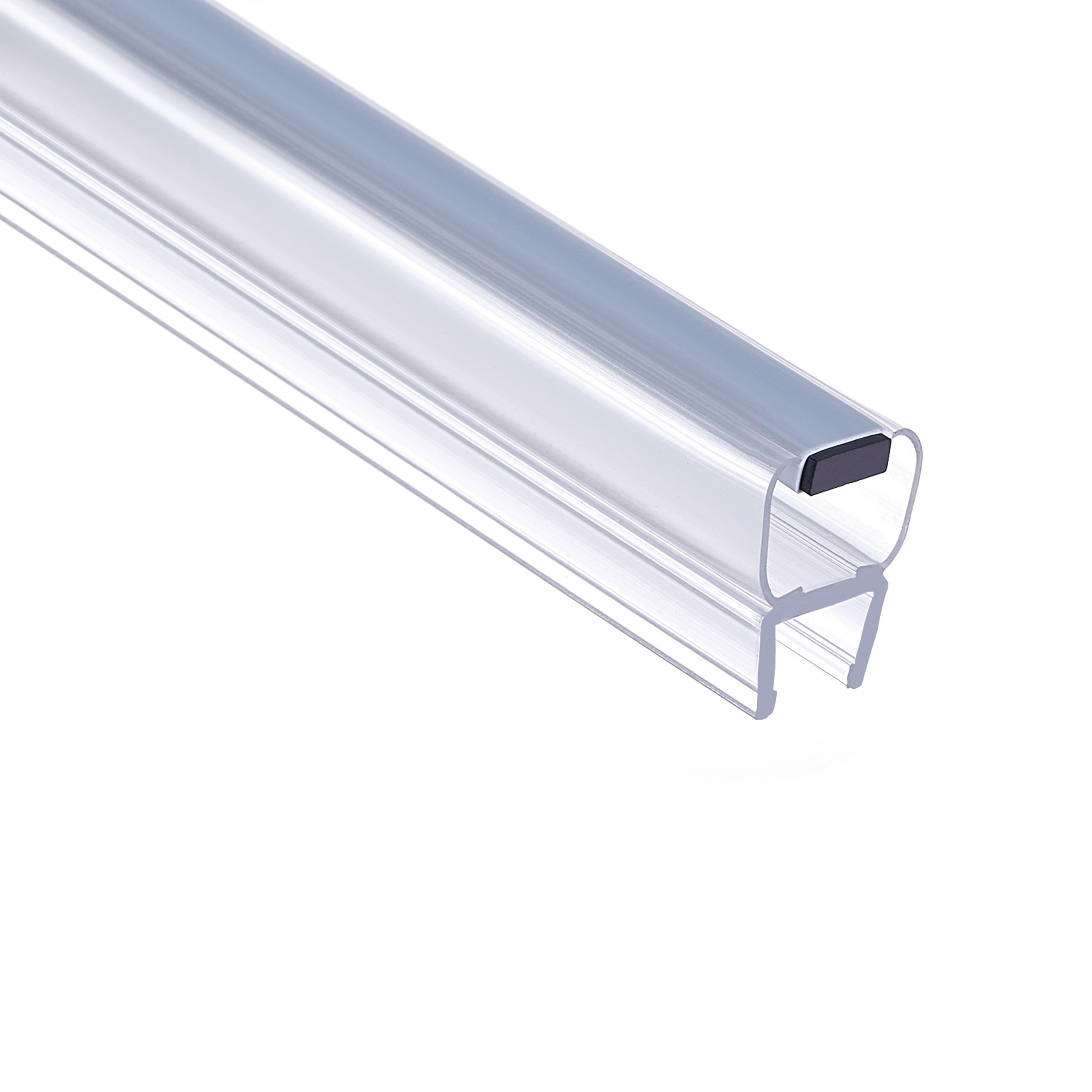
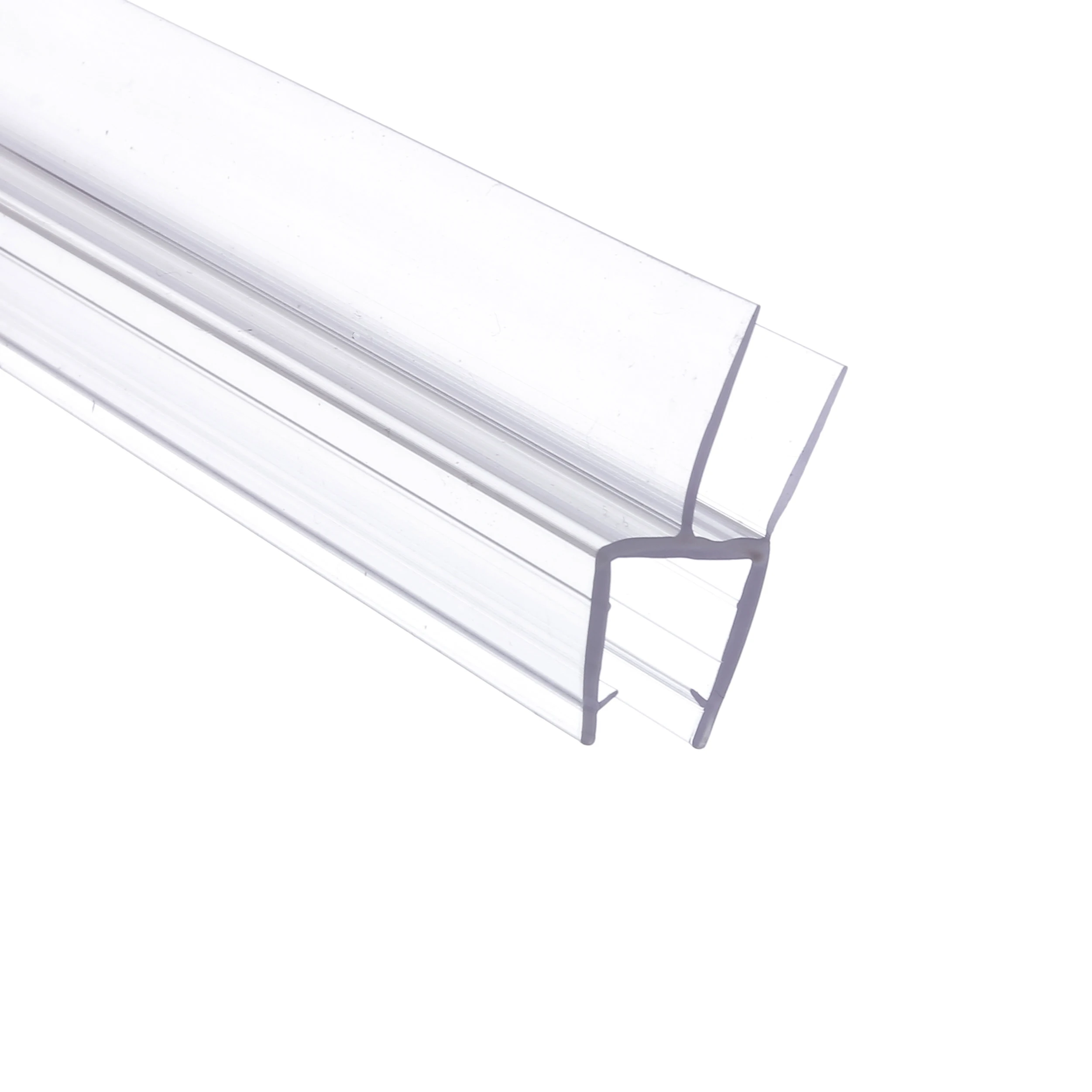
Jinsu (Guilin) Plastic Profiles Co., Ltd — ведущий китайский производитель индивидуальных уплотнителей из ПВХ для дверей душевых кабин и оконных уплотнителей. Имея 20 производственных линий и более 80 технических специалистов, мы поставляем долговечные водонепроницаемые герметизирующие решения для ванных комнат и промышленного применения. Нам доверяют клиенты из Европы и Америки. Запросите коммерческое предложение уже сегодня.
Все права защищены © 2025 JinSu (Гуйлинь) Plastic Profiles Co.,Ltd Политика конфиденциальности