Az alakítási folyamatban fontos tényező a hőmérséklet, amely a gumi olvadási hőmérsékletére utal a hengerben, valamint a henger és a csavar által bizonyos mértékig szabályozza a gumi olvadáshőmérsékletét. Ezért a tényleges gyártás során a henger hőmérséklete közelítőleg megfelel a formázási hőmérsékletnek. A termelés során a hőmérsékletkülönbség és hőmérsékletingadozás bizonyos hatással van az ragasztócsík minőségére, emiatt maradófeszültség keletkezik a ragasztószalagon, a felület sötét és mateles lesz, valamint pontonként egyenetlen intenzitás jelentkezik.
A második szabályozó tényező a PVC extrúziós formázási folyamatban a húzósebesség. A húzás hatása az extrúziós szerszám és az alkatrészek között jelentkezik, a megnyúlás irányába ható húzóerőtől, minél nagyobb a megnyúlási irányultság, annál nagyobb a húzóirányú szakítószilárdság, ugyanakkor a hűtés utáni zsugorodás is viszonylag nagyobb. Ezért a normál termelés során ajánlott a húzósebesség és az extrúziós sebesség aránya legyen optimális, a kialakuló arány pedig enyhén nagyobb legyen 1-nél.
 Aktuális hírek
Aktuális hírek2025-06-16
2025-06-25
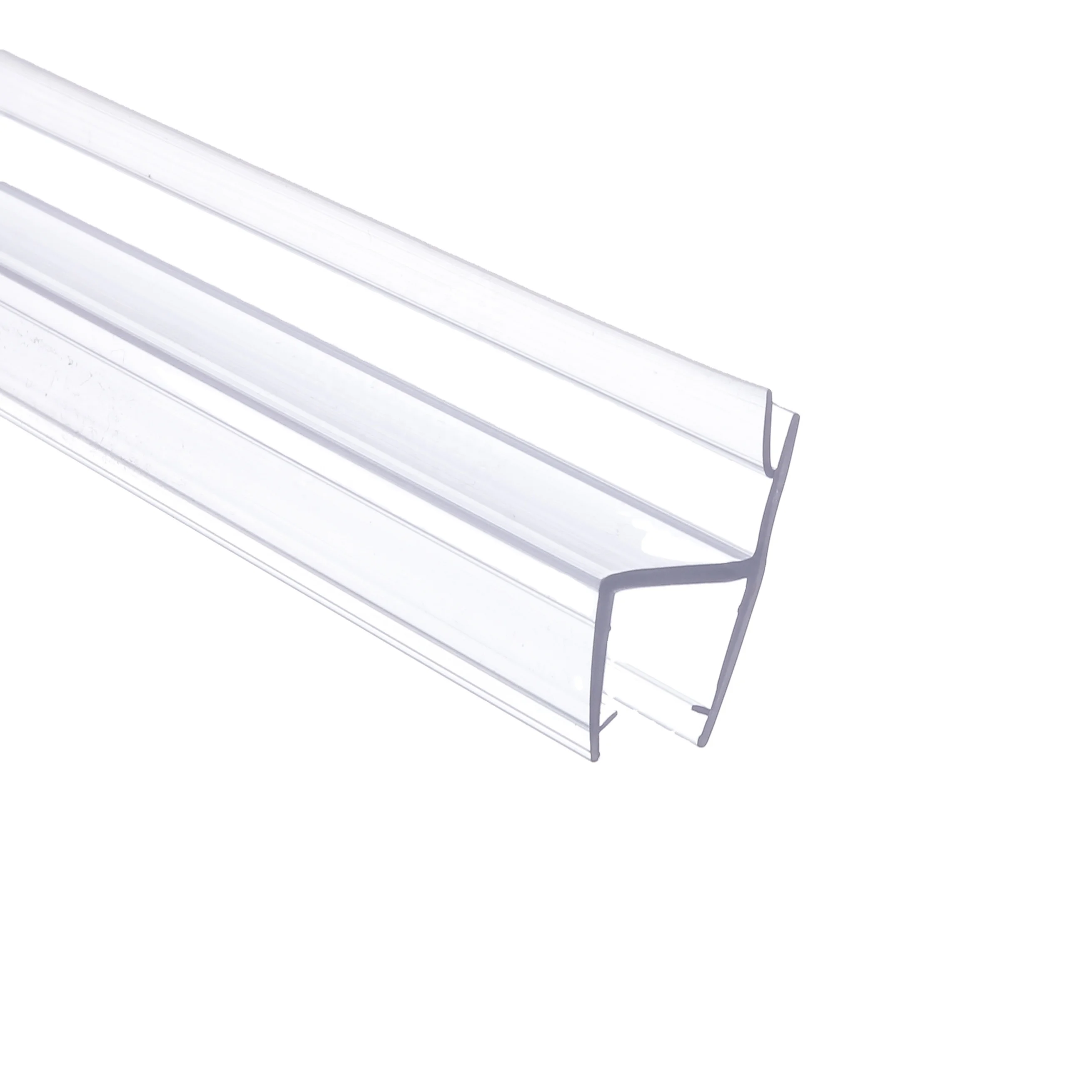
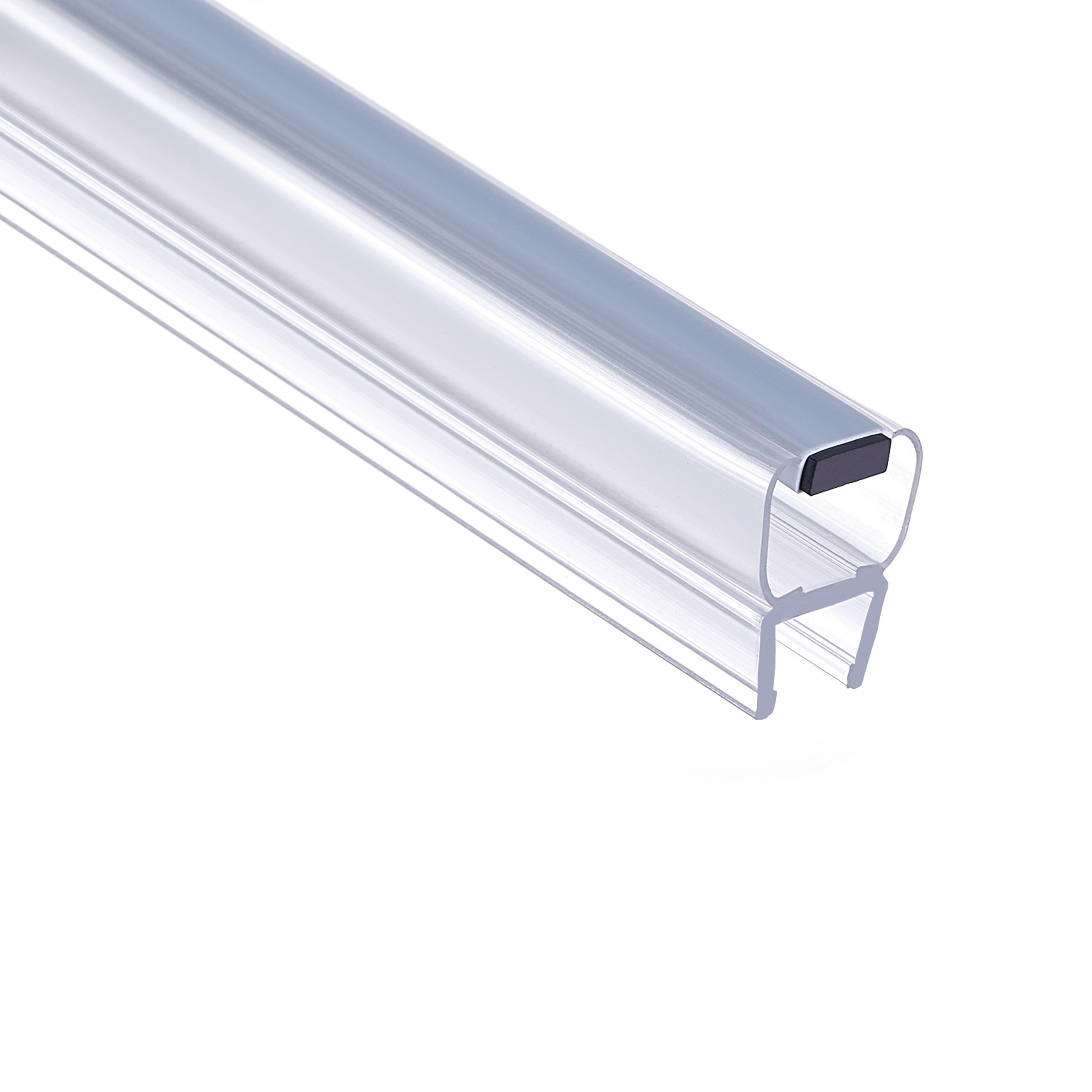
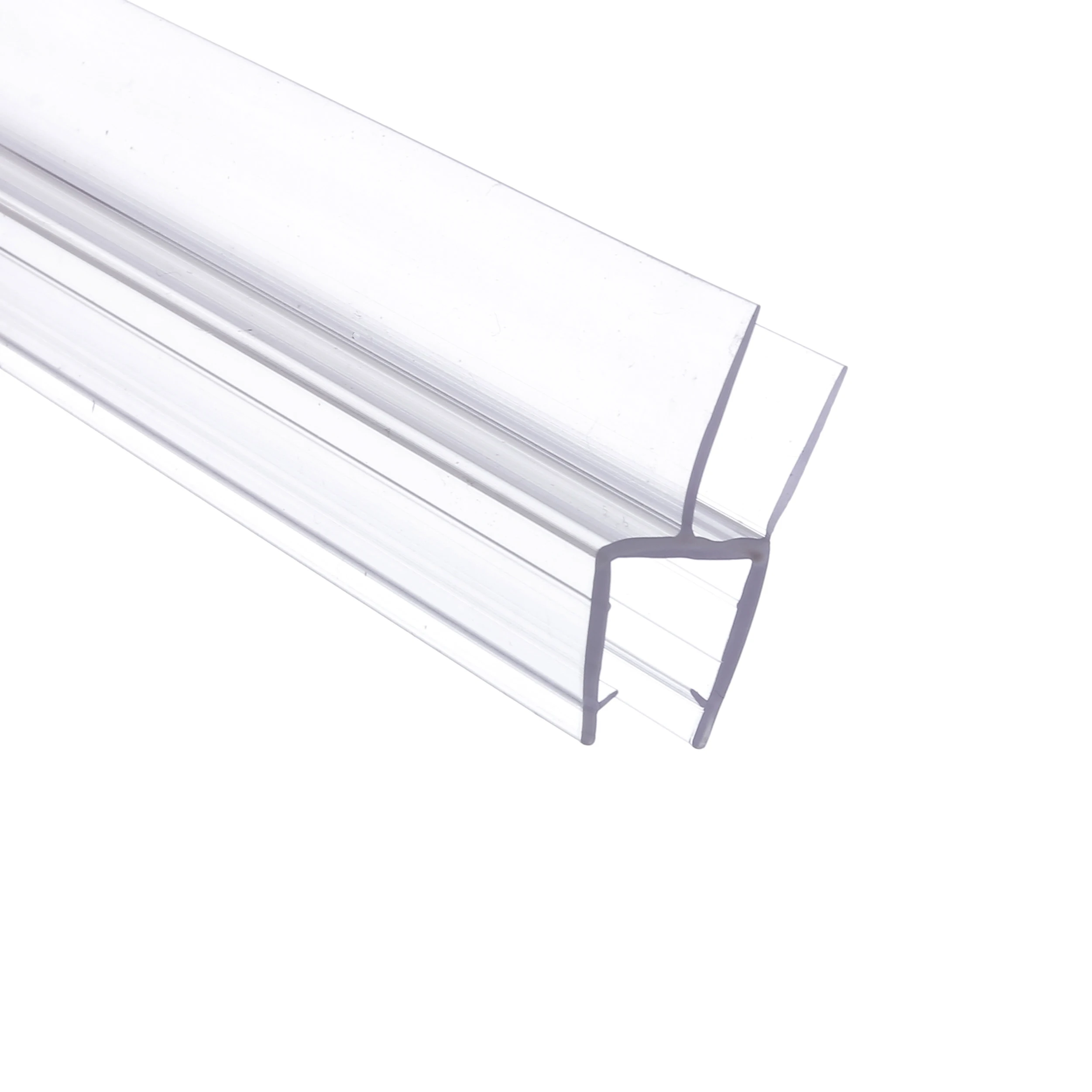
A Jinsu (Guilin) Plastic Profiles Co., Ltd. egy vezető kínai gyártó, amely méretre szabott PVC zuhanyzóajtó tömítéseket és ablaktömítéseket gyárt. 20 gyártósorral és 80 feletti technikussal rendelkezünk, és tartós, vízálló tömítési megoldásokat szállítunk fürdőszobákhoz és ipari alkalmazásokhoz. Ügyfeleink Európában és Amerikában bíznak bennünk. Kérjen árajánlatot még ma.
Szerzői jog © 2025 – JinSu (Guilin) Műanyag Profilok Kft. Adatvédelmi irányelvek