Muotoutumisprosessin tärkeänä tekijänä lämpötila viittaa kumiputkeen sulamislämpötilassa, ja putkea ja ruuvia tietyssä määrin hallitsemaan kumin sulamislämpötilaa, joten todellisessa tuotannossa suurin osa putken lämpötilasta on lähellä muovauslämpötilaa. Lämpötilaeron ja lämpötilan vaihtelulla on tietty vaikutus liimapaidan laatuun tuotannossa, niin että liimapaidan jäännösjännitys syntyy, pinta on tumma ja samea, ja pistepitoisuuden epätasainen voimakkuus esiintyy.
Toinen ohjaustekijä PVC:n ekstruusiomuovauksessa on vetonopeus. Vetoilmiö syntyy muovauskuulokkeesta ja muottierosta muoviosiin, venytysorientaation veto, mitä suurempi orientaatiosteveys, sitä suurempi on vetoresistanssi pitkin orientaatiota, samalla jäähtymisen jälkeen kutistuminen on suurempaa. Siksi normaalissa tuotannossa vetonopeuden ja ekstruusienopeuden tulee olla mahdollisimman sopivia, niiden muodostaman suhteen tulisi olla hieman yli 1.
 Uutiset
Uutiset2025-06-16
2025-06-25
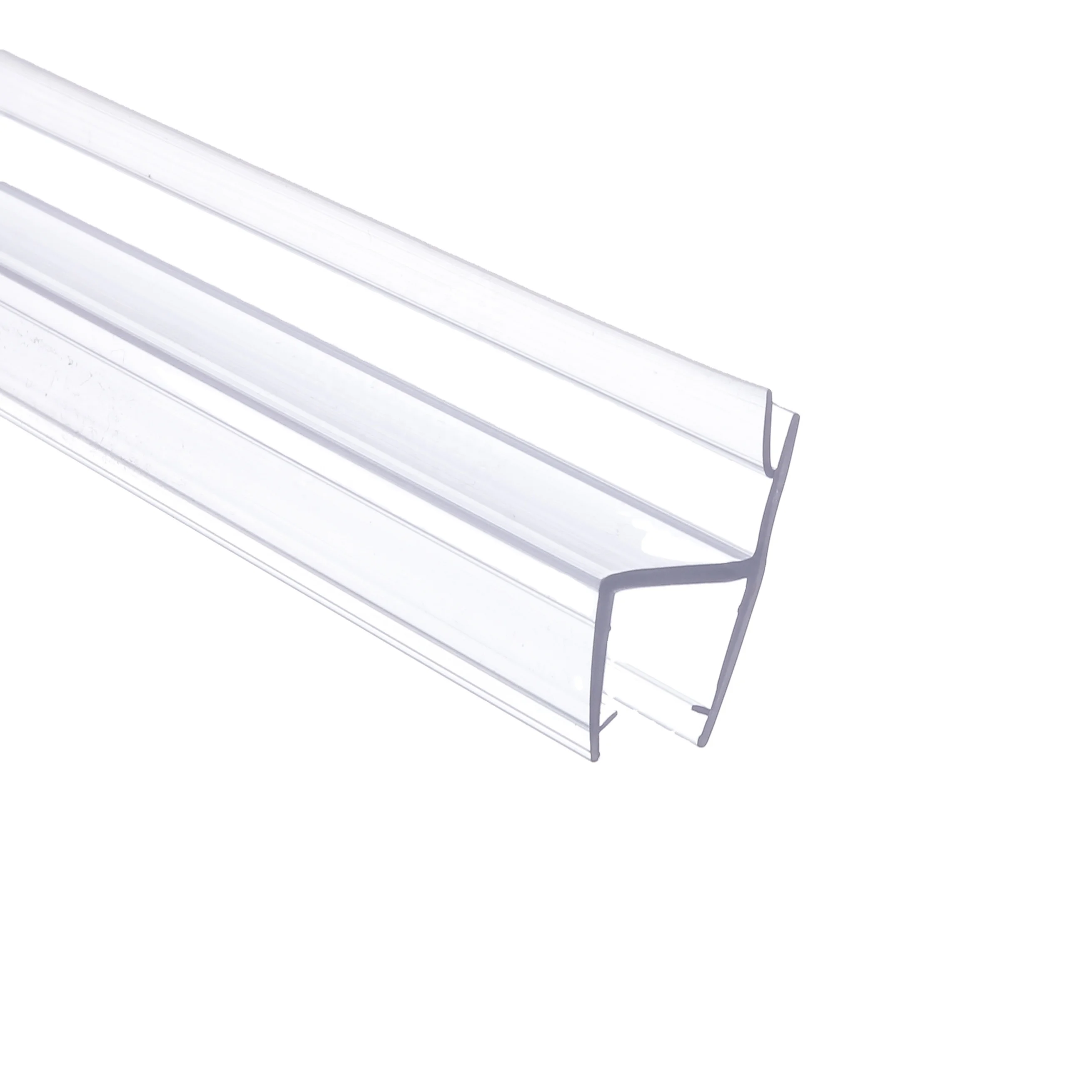
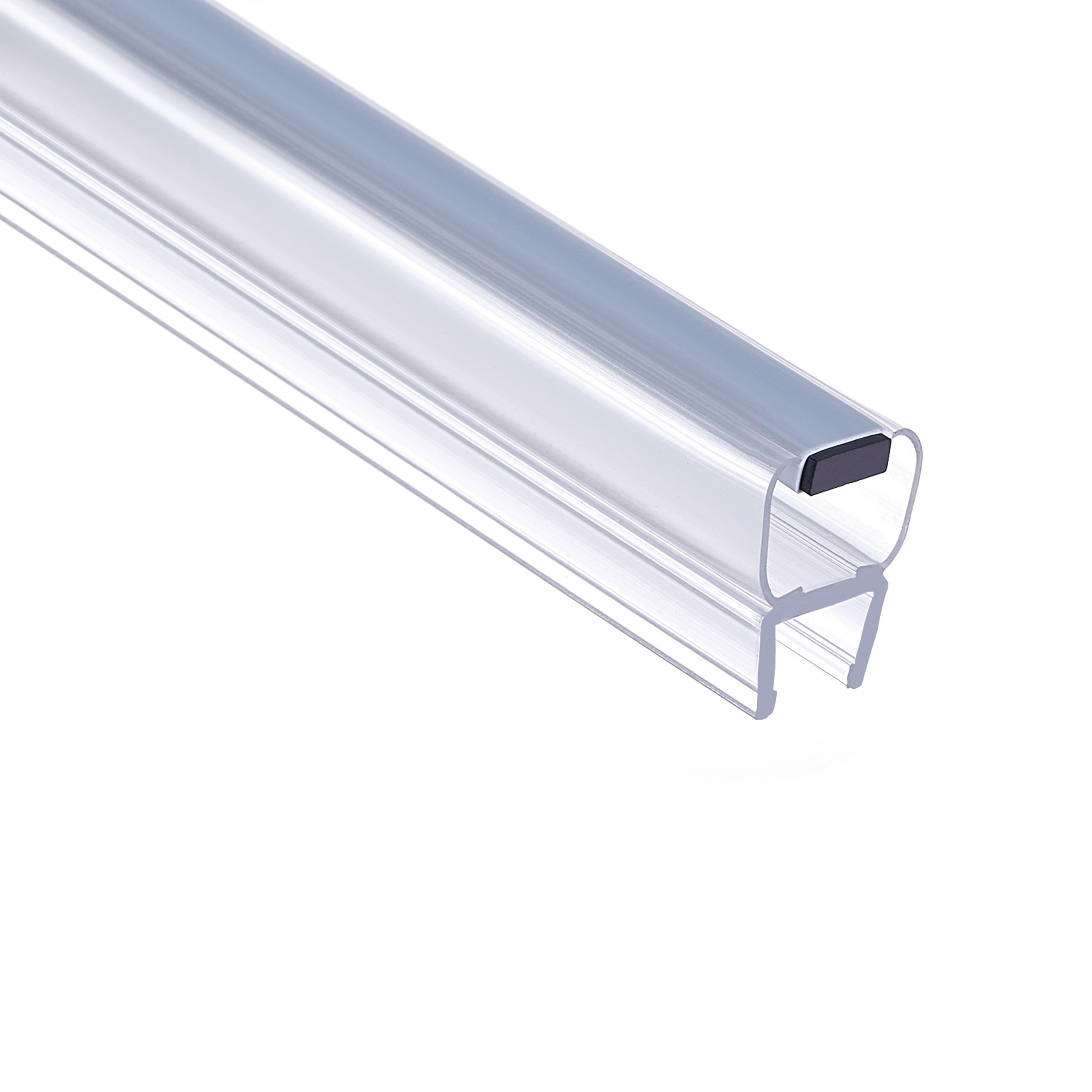
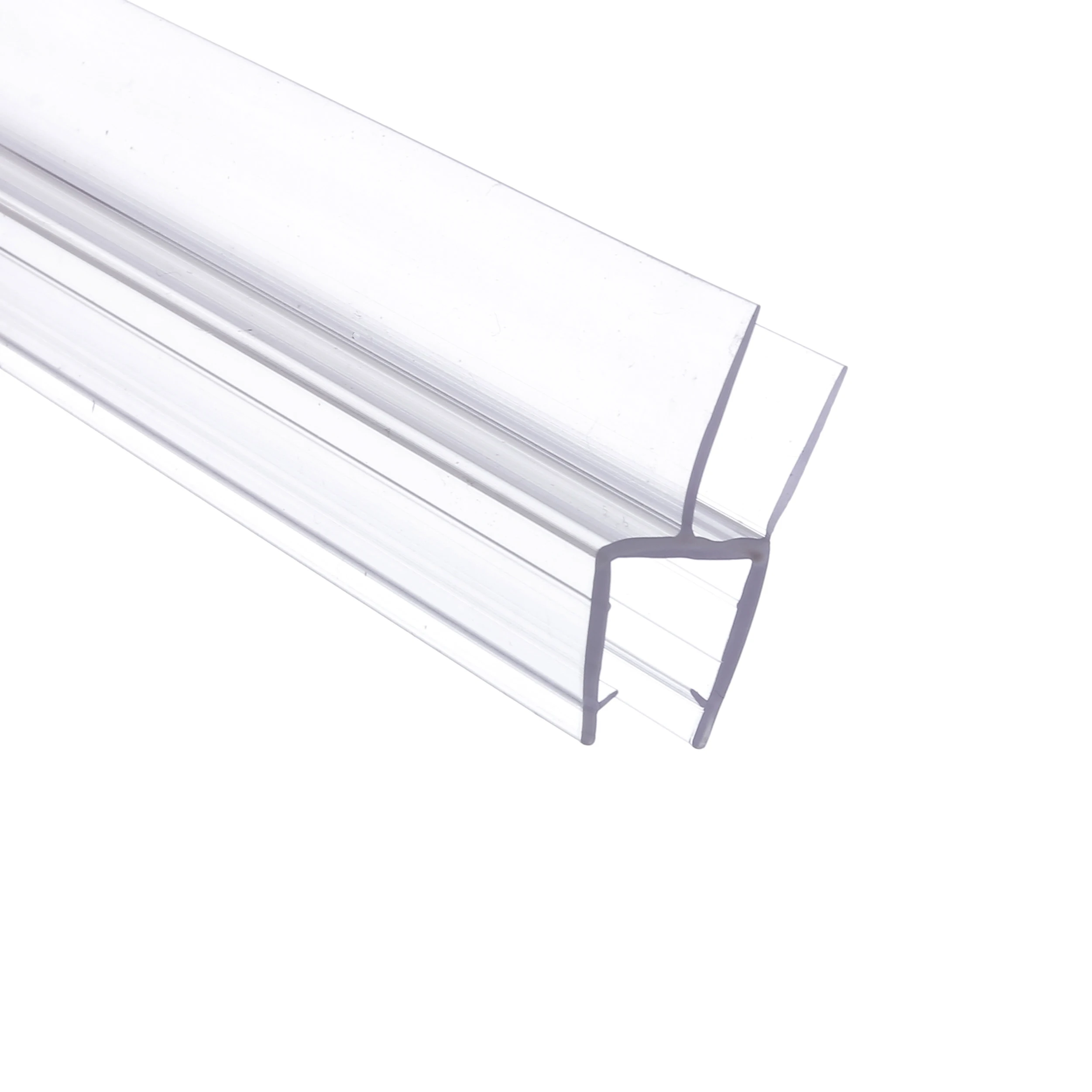
Jinsu (Guilin) Plastic Profiles Co., Ltd on johtava kiinalainen valmistaja räätälöidystä PVC-kylpyhuoneen oventiivisteistä ja ikkunatiiviusteista. Käytössämme on 20 tuotantolinjaa ja yli 80 teknikkoa, ja toimitamme kestäviä, vesitiiviitä tiivistysratkaisuja kylpyhuoneisiin ja teollisiin sovelluksiin. Luotettu Euroopan ja Amerikan asiakkaiden keskuudessa. Pyydä tarjous jo tänään.
Tekijänoikeus © 2025 JinSu (Guilin) Plastic Profiles Co.,Ltd Tietosuojakäytäntö