Svarbus veiksnys formavimo procese, temperatūra nurodo kibirkšties kameros temperatūrą lydymo metu ir kameros bei sraigto temperatūrą tam tikru mastu kontroliuojant kibirkšties temperatūrą. Todėl faktinėje gamyboje daugeliu atvejų kameros temperatūra yra artima formavimo temperatūrai. Gamybos metu temperatūros skirtumas ir temperatūros svyravimai tam tikru mastu daro įtaką lipnios juostos kokybei, dėl ko atsiranda lipnios juostos likutinis įtempis, paviršius tampa neblizgantis ir tamsus, taip pat pasitaiko nevienodo stiprumo taškų.
Antras valdymo faktorius PVC ekstruzijos formavimo procese yra traukos greitis. Traukos efektas vyksta ekstruzijos formoje ir iš plastikinių dalių, tempiamos jėgos orientacijos, kuo didesnė tempiamosios orientacijos laipsnis, tuo stipresnis yra išilgai orientacijos kryptimi, tuo didesnis tempimo stipris, tuo didesnis susitraukimas po atvėsimo. Todėl normalioje gamyboje traukos greitis ir ekstruzijos sparta turi būti optimalūs, traukos santykis geriausiai sudaryti šiek tiek didesnį nei 1.
 Karščiausios naujienos
Karščiausios naujienos2025-06-16
2025-06-25
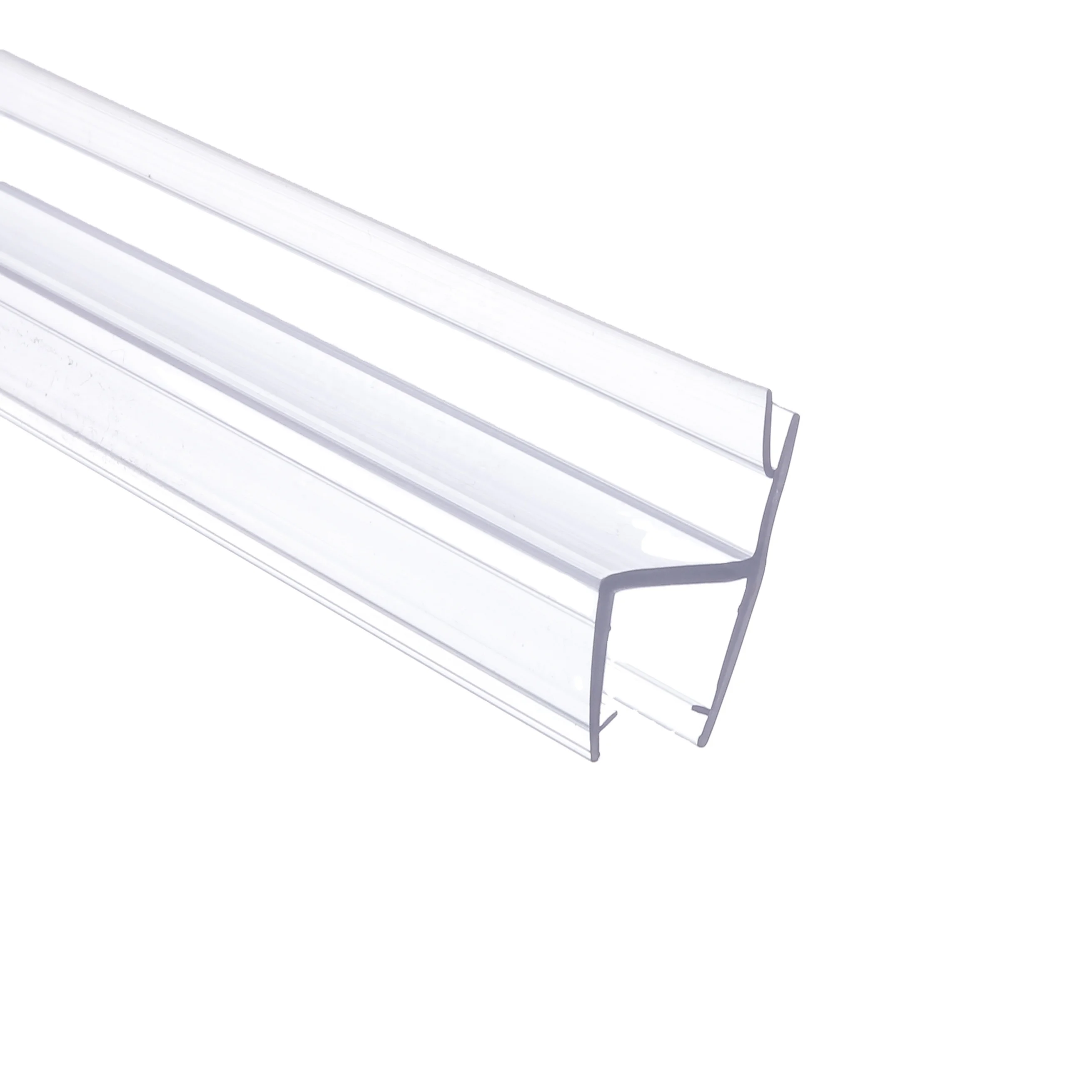
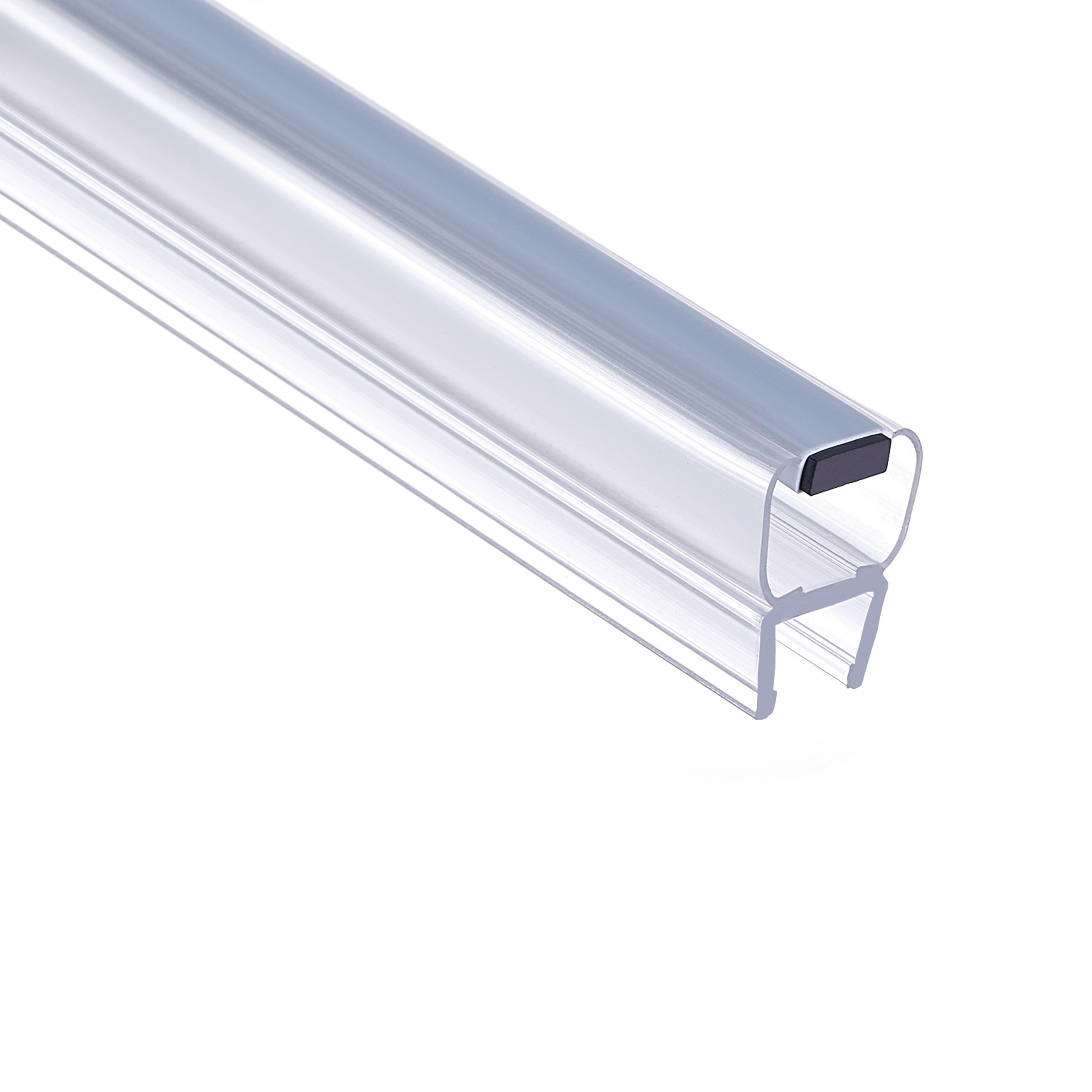
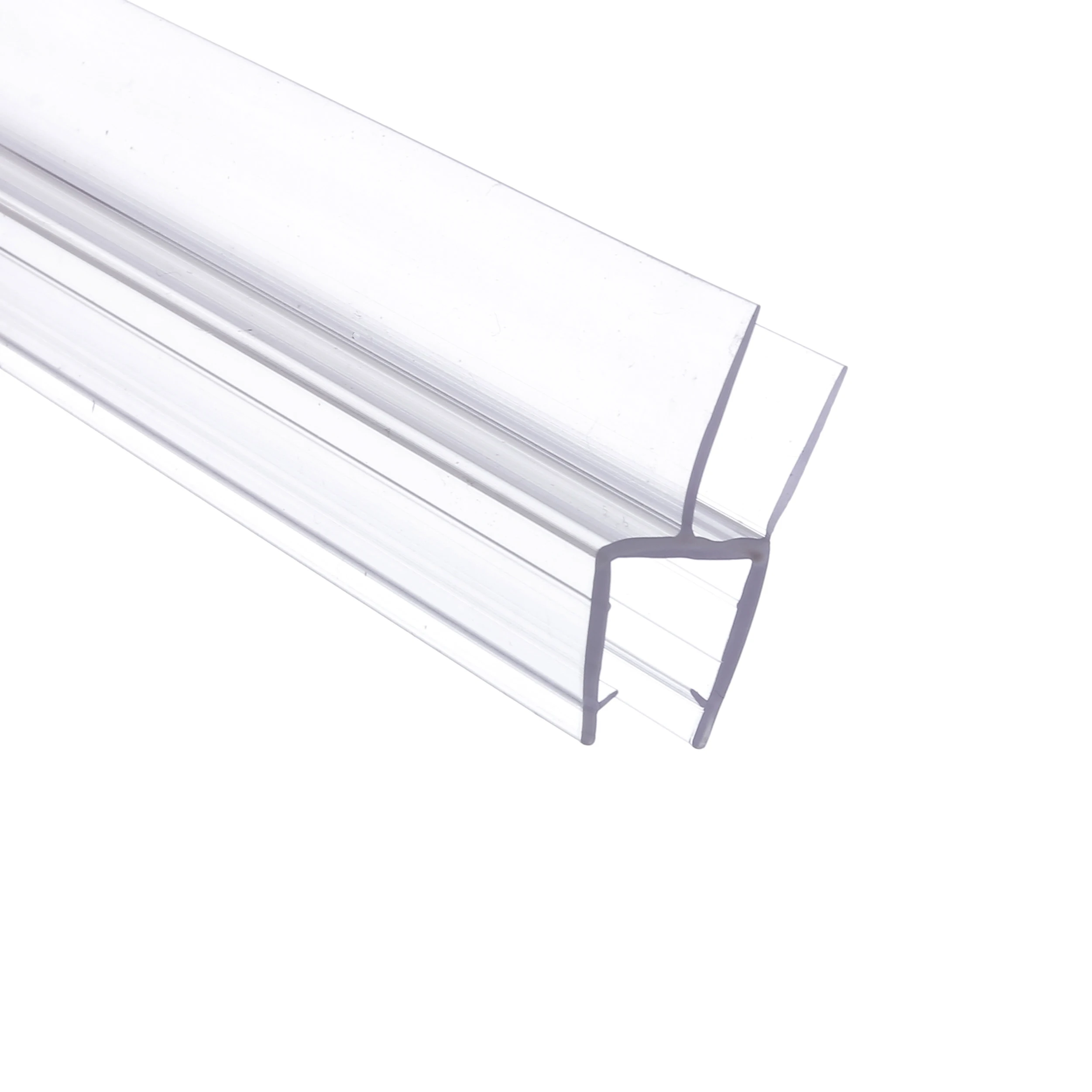
„Jinsu (Guilin) Plastic Profiles Co., Ltd“ yra pirmaujanti Kinijos įmonė, gaminanti užsakomuosius PVC dušo durų tarpiklius ir langų sandariklius. Turėdama 20 gamybos linijų ir daugiau nei 80 technikų, mes teikiame ilgaamžius, vandeniui atsparius sandarinimo sprendimus vonios kambariams ir pramonės sritims. Mūsų paslaugomis pasitiki klientai iš Europos ir Amerikos. Užsakykite kainos pasiūlymą jau šiandien.
Autoriaus teisės © 2025 JinSu (Guilin) Plastic Profiles Co.,Ltd Privatumo politika