Пішіндеу процесіндегі маңызды фактор, температура етіп анықталған, температура резеңке бөшкесіндегі балқу температурасын, сондай-ақ бөшке мен винттің резеңке балқу температурасын белгілі дәрежеде бақылауға қолданылады, сондықтан нақты өндірісте көбінесе бөшкенің температурасы пішіндеу температурасына жуық болып келеді. Өндіріс кезіндегі температура айырымы мен температураның тербелісі желімді жолақтың сапасына белгілі әсер етеді, соның нәтижесінде желімді таспаның қалдық кернеуі пайда болады, беті лайланып, матта болып келеді және нүктелердің біркелкі емес беріктігі туындайды.
ПВХ экструзиялық өңдеу процесіндегі екінші бақылау факторы - тарту жылдамдығы. Пластикалық бөліктерден экструзиялық формалау матрицасы мен матрицаның әсері тарту күшінің созылуына, созылу дәрежесіне әсер етеді, сондықтан бағыттау бойынша созу беріктігі де жоғары болады, ал салқындатқаннан кейінгі түсу салыстырмалы түрде үлкен болады. Сондықтан қалыпты өндірісте тарту жылдамдығы мен экструзия жылдамдығы құрамының қатынасы тартудың пайда болу қатынасына қарағанда 1-ге тең немесе одан аз болған жөн.
 Қызықты жаңалықтар
Қызықты жаңалықтар2025-06-16
2025-06-25
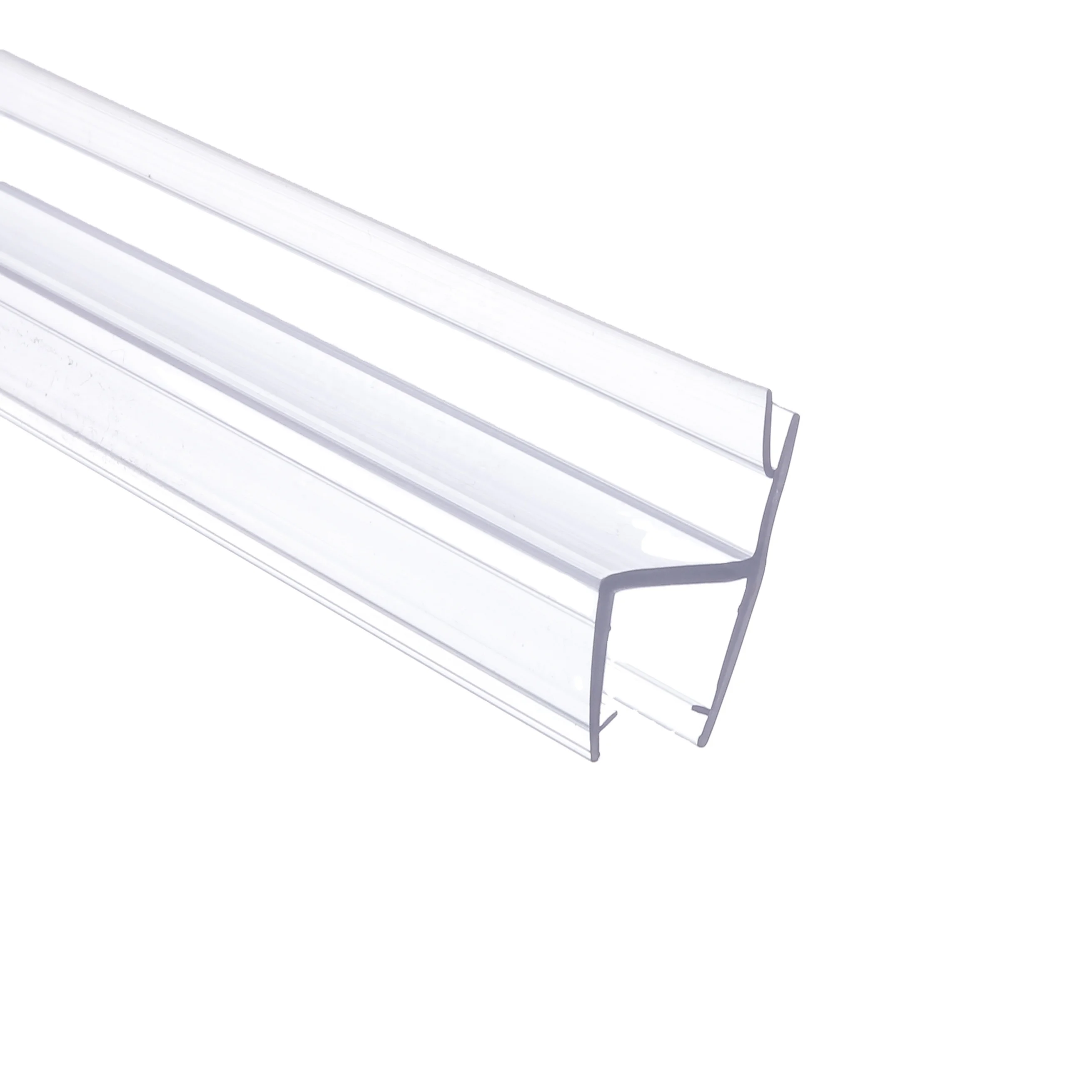
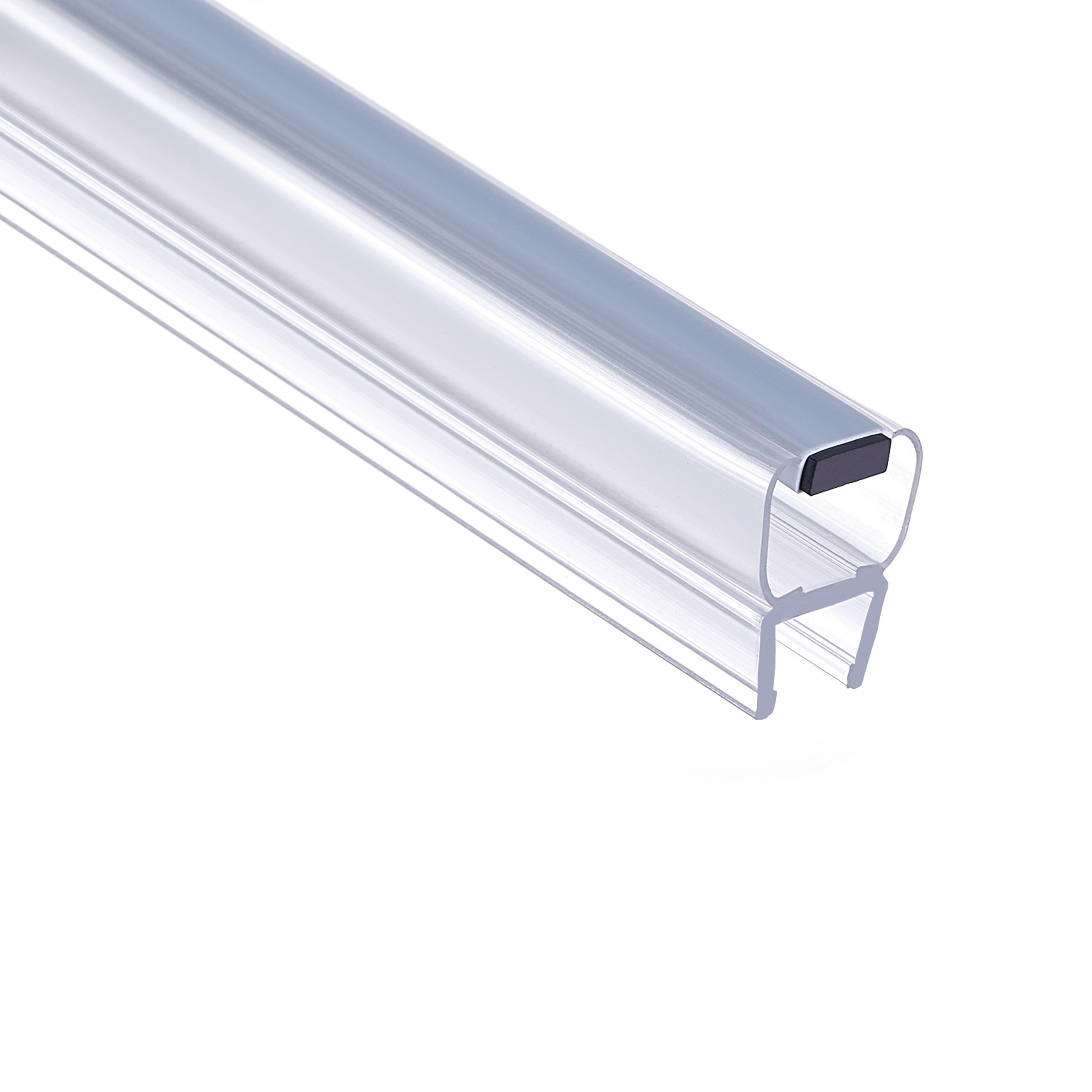
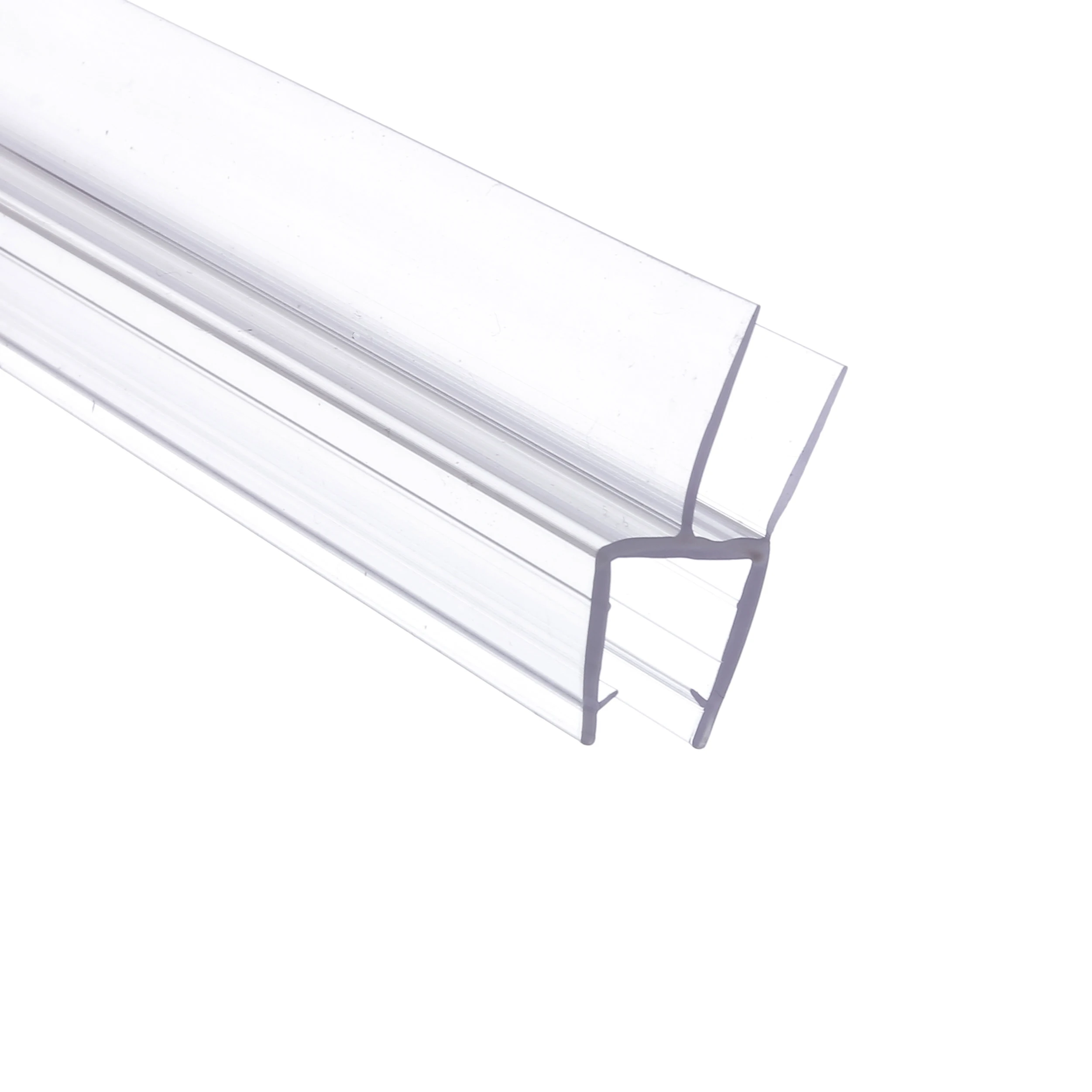
Jinsu (Guilin) Plastic Profiles Co., Ltd — тапсырыс бойынша жасалған PVC душ ойындыларының жабдықтары мен терезелердің сақиналарының алдыңғы қатарлы қытай өндірушісі. 20 өндірістік желілер мен 80-нен астам техниктерге ие болып, біз ванна бөлмелері мен өнеркәсіптік қолданыстар үшін берік, су өткізбейтін жабдық шешімдерін ұсынамыз. Еуропа мен Америкадағы клиенттерге сенімді. Бүгін тиесілі баға сұраңыз.
© 2025 Цзиньсу (Гуйлинь) пластмассалық профильдер компаниясының барлық құқықтары сақталған Жеке деректерді қорғау саясаты