Şekillendirme sürecinde önemli bir faktör olan sıcaklık, erime sıcaklığı açısından kauçuk silindirini ve buna ek olarak silindir ve vidayı belirli ölçüde kauçuk erimesi sıcaklığının kontrolü açısından ifade eder. Bu nedenle gerçek üretimde silindir sıcaklığı genellikle şekillendirme sıcaklığına yaklaşmaktadır. Üretim sırasında sıcaklık farkı ve sıcaklık dalgalanmaları yapıştırıcı şeridin kalitesine belirli ölçüde etki eder; bu şekilde yapışkan bantta artık gerilimler oluşur, yüzey mat ve solguk hale gelir ve noktaların yoğunluğu eşit olmaz.
PVC ekstrüzyon kalıplama sürecinde ikinci kontrol faktörü, çekme hızıdır. Çekim etkisi, plastik parçalardan ekstrüzyon kalıplama kalıbı ve kalıp çıkışında meydana gelir, germe yönelimi doğrultusunda çekme kuvveti arttıkça yönelim derecesi de artar, yönelim yönünde çekme dayanımı da artar, aynı zamanda soğumadan sonra daha fazla büzülme gerçekleşir. Bu nedenle normal üretimde çekme hızı ile ekstrüzyon oranı uyumludur, çekmenin oluşum oranının 1'den birazcık büyük olması en iyisidir.
 Son Haberler
Son Haberler2025-06-16
2025-06-25
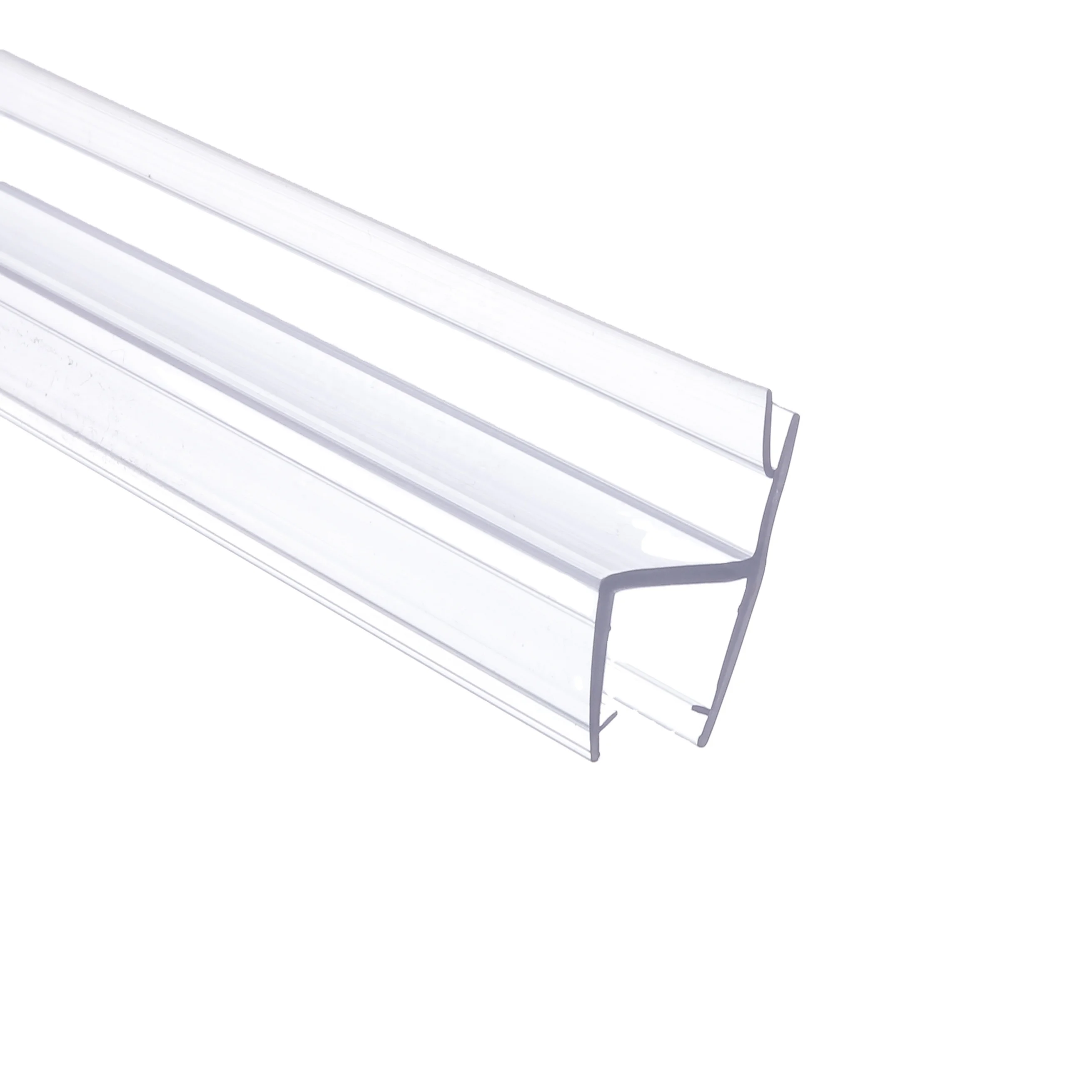
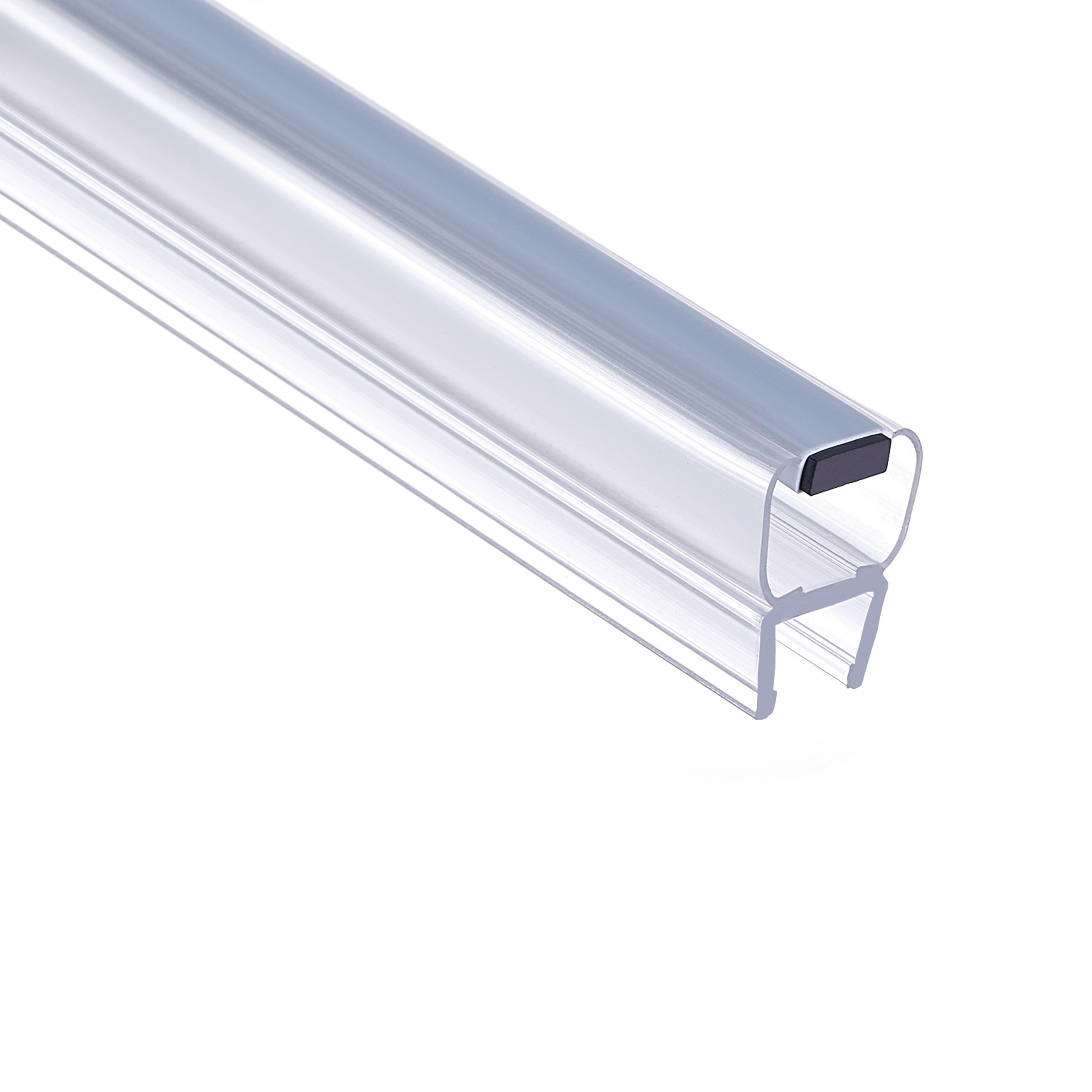
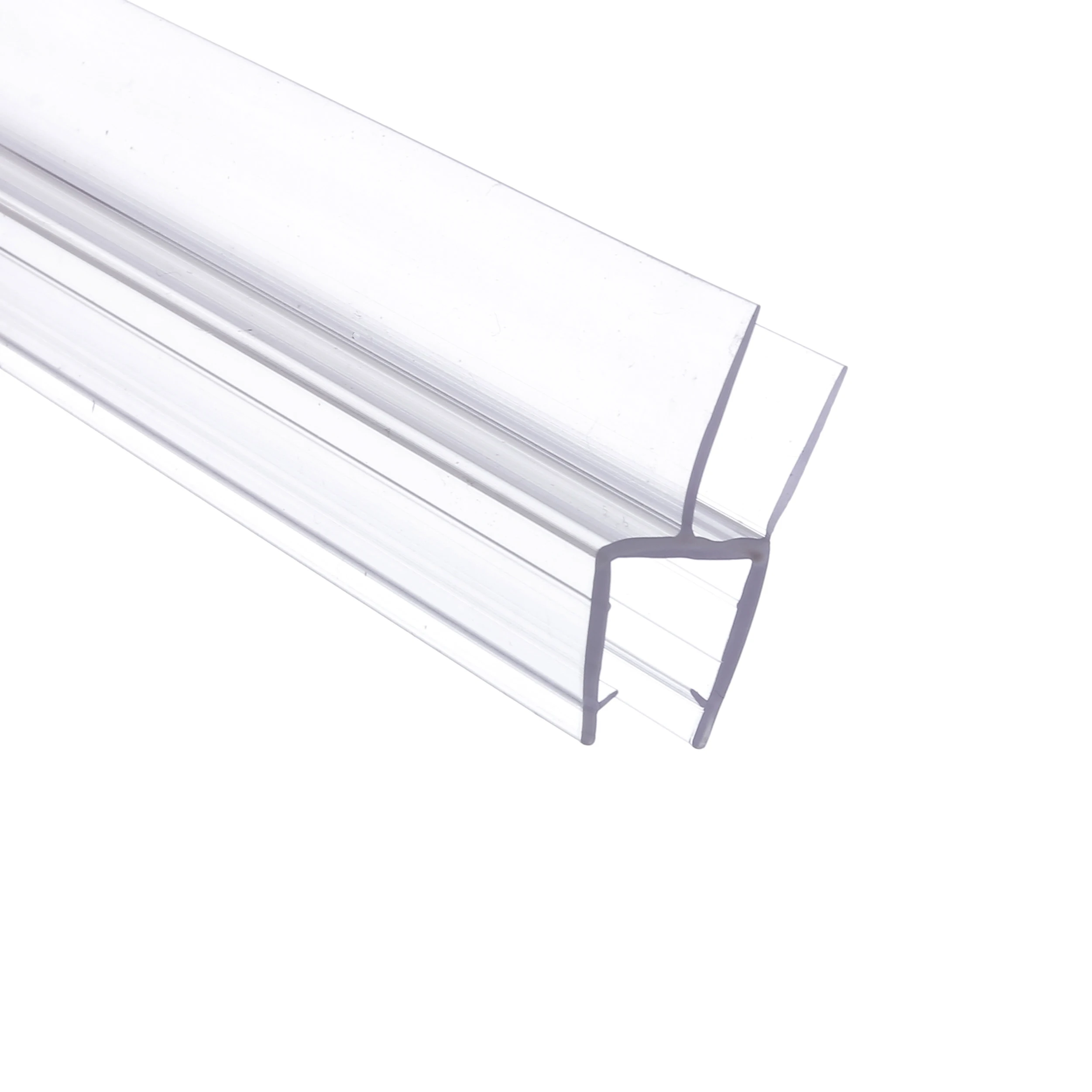
Jinsu (Guilin) Plastic Profiles Co., Ltd, özel PVC duş kapı contaları ve pencere contalarının önde gelen bir Çin üreticisidir. 20 üretim hattı ve 80'den fazla teknisyene sahip olan şirketimiz, banyolar ve endüstriyel uygulamalar için dayanıklı, su geçirmez sızdırmazlık çözümleri sunmaktadır. Avrupa ve Amerika'daki müşteriler tarafından tercih edilmektedir. Bugün teklif isteyin.
Telif Hakkı © 2025 JinSu (Guilin) Plastik Profiller San. ve Tic. A.Ş. Gizlilik Politikası