Shakllantirish jarayonida muhim omil bo'lgan temperaturaga suyuq rezina barabanidagi temperatura, shuningdek, baraban va vintdagi temperaturaning ma'lum darajada rezina eritmasi temperaturasini nazorat qilishda ahamiyat kiradi. Shu sababli, asl ishlab chiqarishda baraban temperaturasi ko'pincha shakllantirish temperaturasiga yaqin bo'ladi. Ishlab chiqarishda temperatura farqi va tebranishlar kleymali lent sifatiga ma'lum ta'sir qiladi, bu esa kleymali lentadagi qoldiq kuchlanishlarga, sirtining qorayib ketishiga, notekis nuqtalar kuchlanishiga olib keladi.
PVC ekstruzion shakllantirish jarayonida ikkinchi nazorat omili tortish tezligidir. Tortish effekti ekstruzion shakllantirish matritsasidan plastik qismlar chiqib ketganda sodir bo'ladi, cho'zilish yo'nalishining tortish kuchi, cho'zilish yo'nalish darajasi qancha yuqori bo'lsa, yo'nalish bo'yicha cho'zish kuchlanishi ham shuncha katta bo'ladi, bir vaqtda sovutilgandan keyin qisqarish kattaroq bo'ladi. Shu sababli oddiy ishlab chiqarishda tortish tezligi hamda ekstruziya tezligi eng yaxshisi, shakllanish uchun tortish nisbati 1 ga teng yoki undan biroz kattaroq nisbatda bo'ladi.
 Issiq yangiliklar
Issiq yangiliklar2025-06-16
2025-06-25
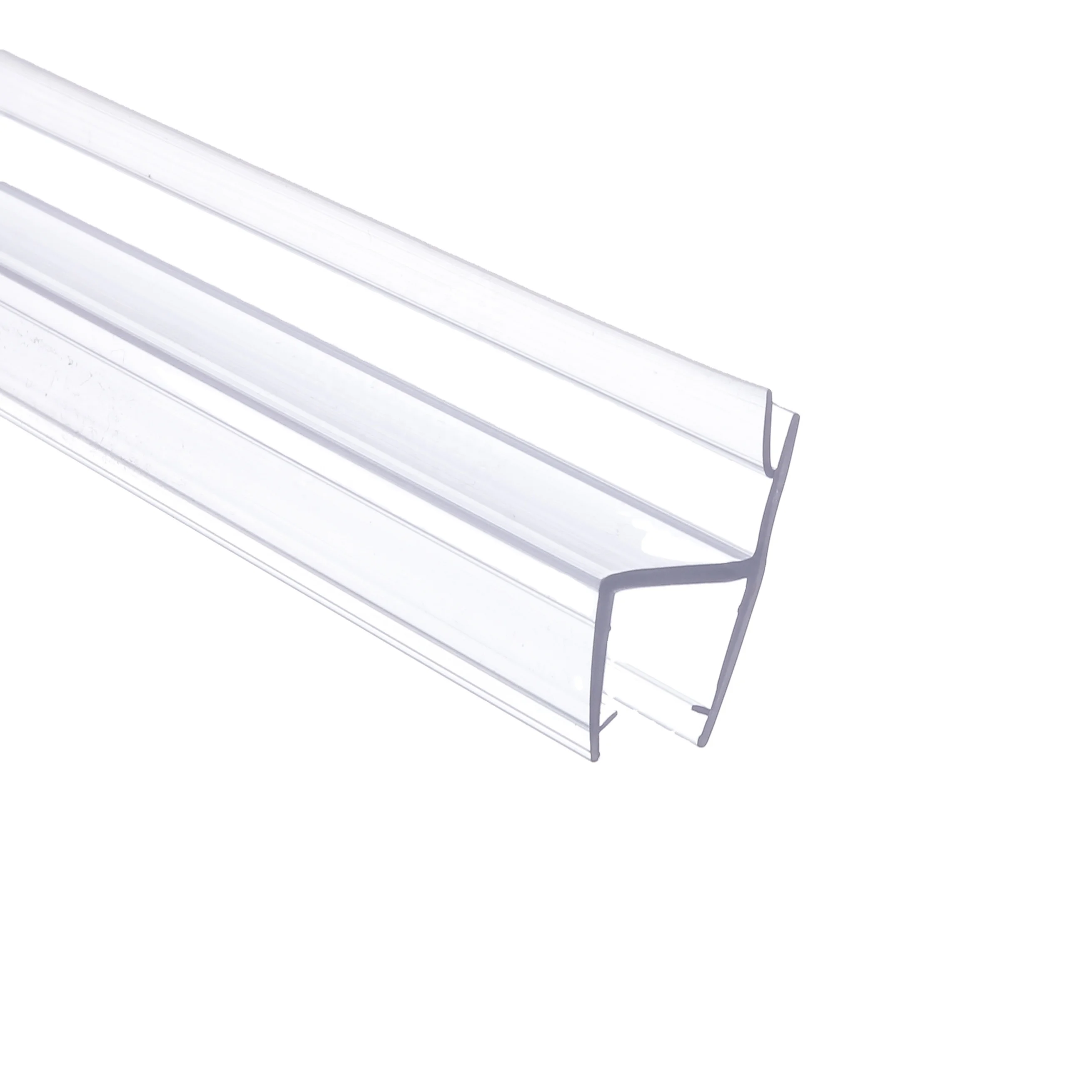
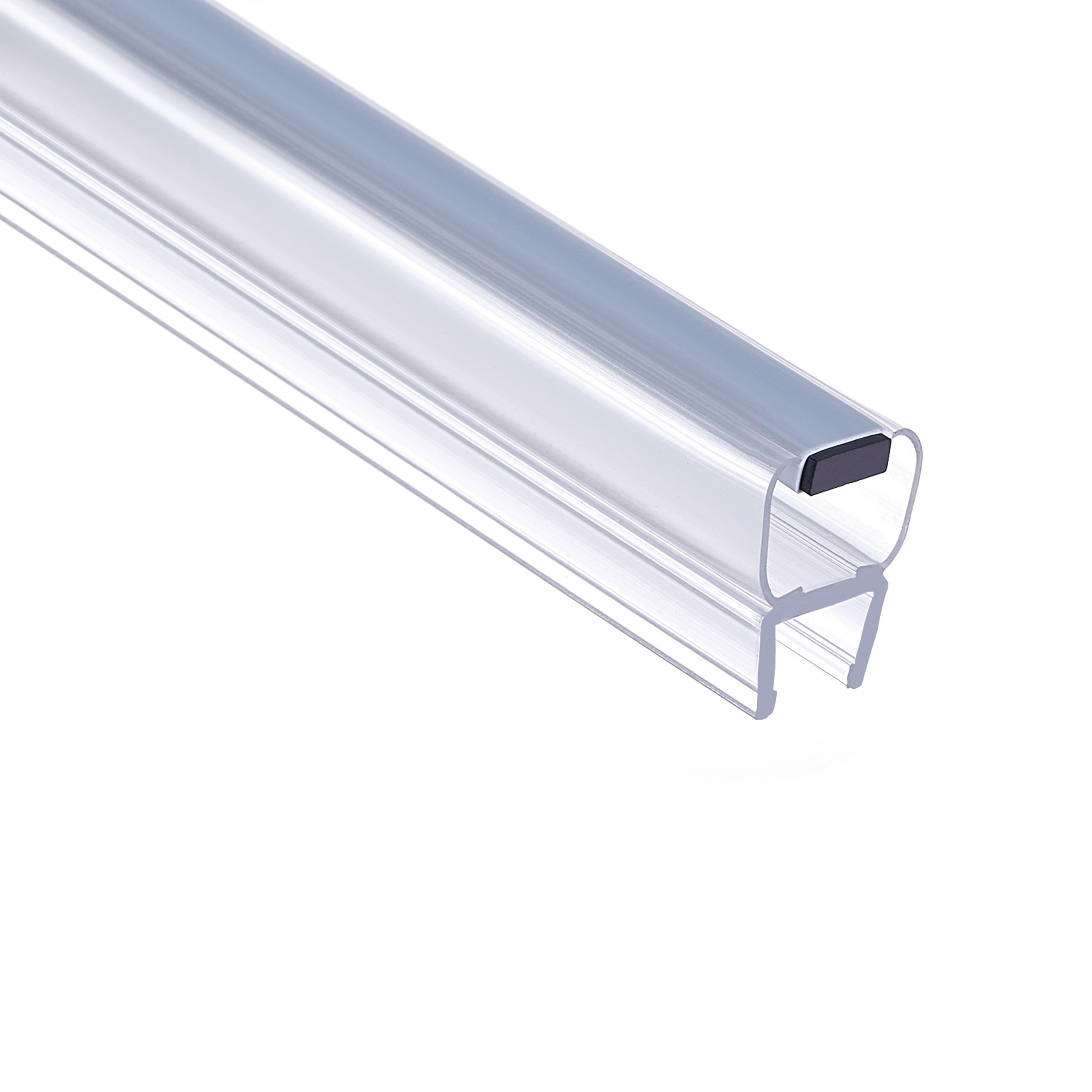
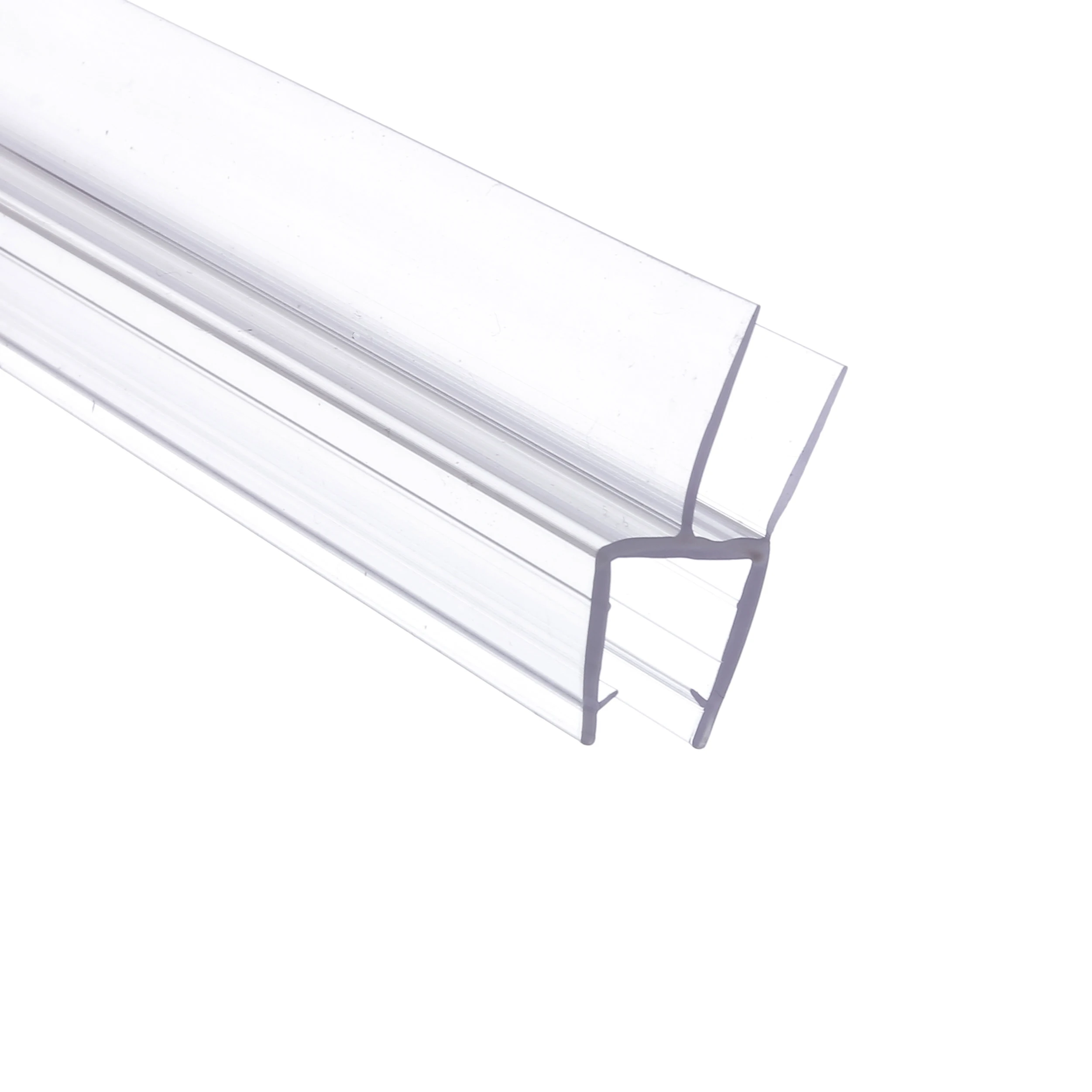
Jinsu (Guilin) Plastic Profiles Co., Ltd — so'rovga mos ravishda PVC yozilgich eshigi to'xtagichlari va deraza rezinali o'rab turuvchi qismlarini ishlab chiqaruvchi yetakchi Xitoy ishlab chiqaruvchisidir. 20 ta ishlab chiqarish liniyalari va 80 dan ortiq mutaxassislarga ega bo'lib, vanna xonalari hamda sanoat sohasida foydalanish uchun barqaror, suv o'tkazmaydigan germetik echimlar taklif etadi. Yevropa va Amerikadagi mijozlar tomonidan ishonch bilan qo'llanilmoqda. Hoziroq narx so'rang.
Barcha huquqlar himoyalangan © 2025 JinSu (Guilin) Plastic Profiles Kompaniyasi, MChJ tomonidan. Maxfiylik siyosati