Istotnym czynnikiem w procesie formowania jest temperatura, która odnosi się do temperatury topnienia gumy w cylindrze oraz do pewnego stopnia reguluje temperaturę cylindra i śruby w celu kontrolowania temperatury gumału. Dlatego też w rzeczywistym procesie produkcji większość temperatury cylindra przybliża temperaturę formowania. Różnica temperatur i jej wahania mają pewny wpływ na jakość taśmy klejącej, powodując powstawanie naprężeń resztkowych w taśmie klejącej, matowość powierzchni oraz nierównomierne natężenie punktów.
Drugim czynnikiem kontrolnym w procesie wytłaczania PVC jest prędkość naciągu. Efekt naciągu występuje w formie wytłaczarskiej i od formy do części plastycznych, siła naciągu orientacji wydłużenia – im większy stopień orientacji wydłużenia, tym większa wytrzymałość na rozciąganie wzdłuż kierunku orientacji, jednocześnie skurcz po ochłodzeniu jest stosunkowo duży. Dlatego też w normalnym procesie produkcji najlepsza jest zgodność prędkości naciągu i wytłaczania, a stosunek naciągu powinien być nieco większy niż 1.
 Gorące wiadomości
Gorące wiadomości2025-06-16
2025-06-25
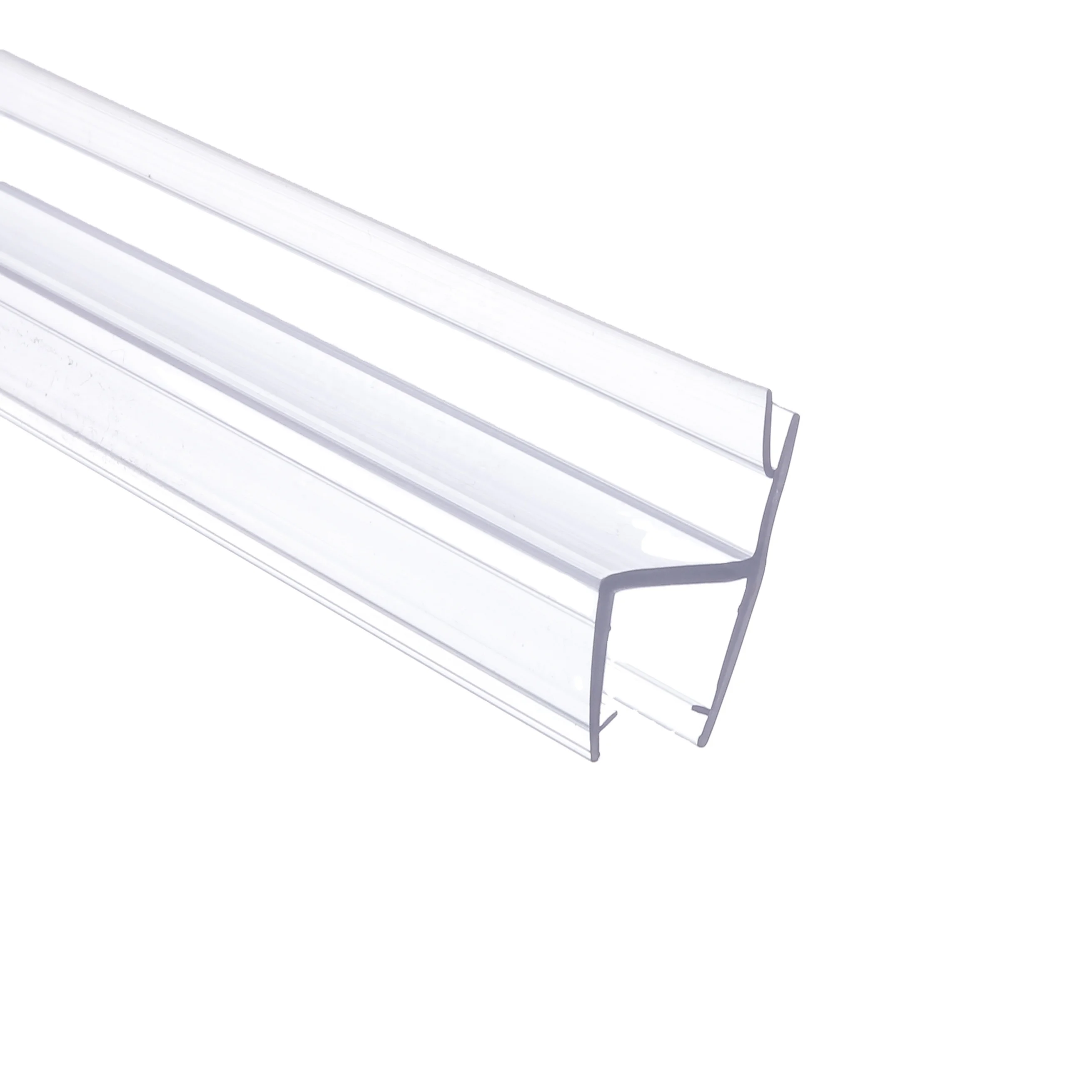
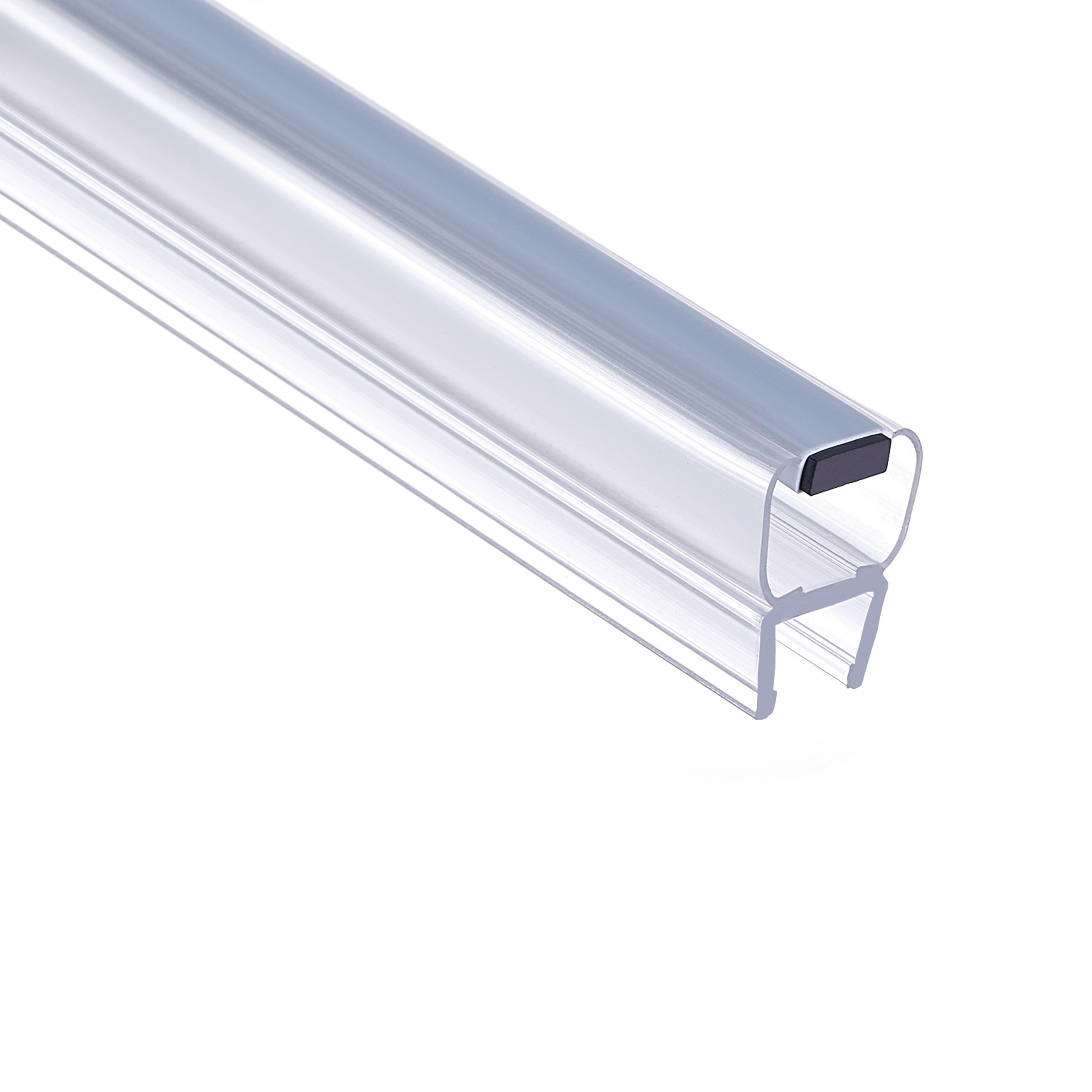
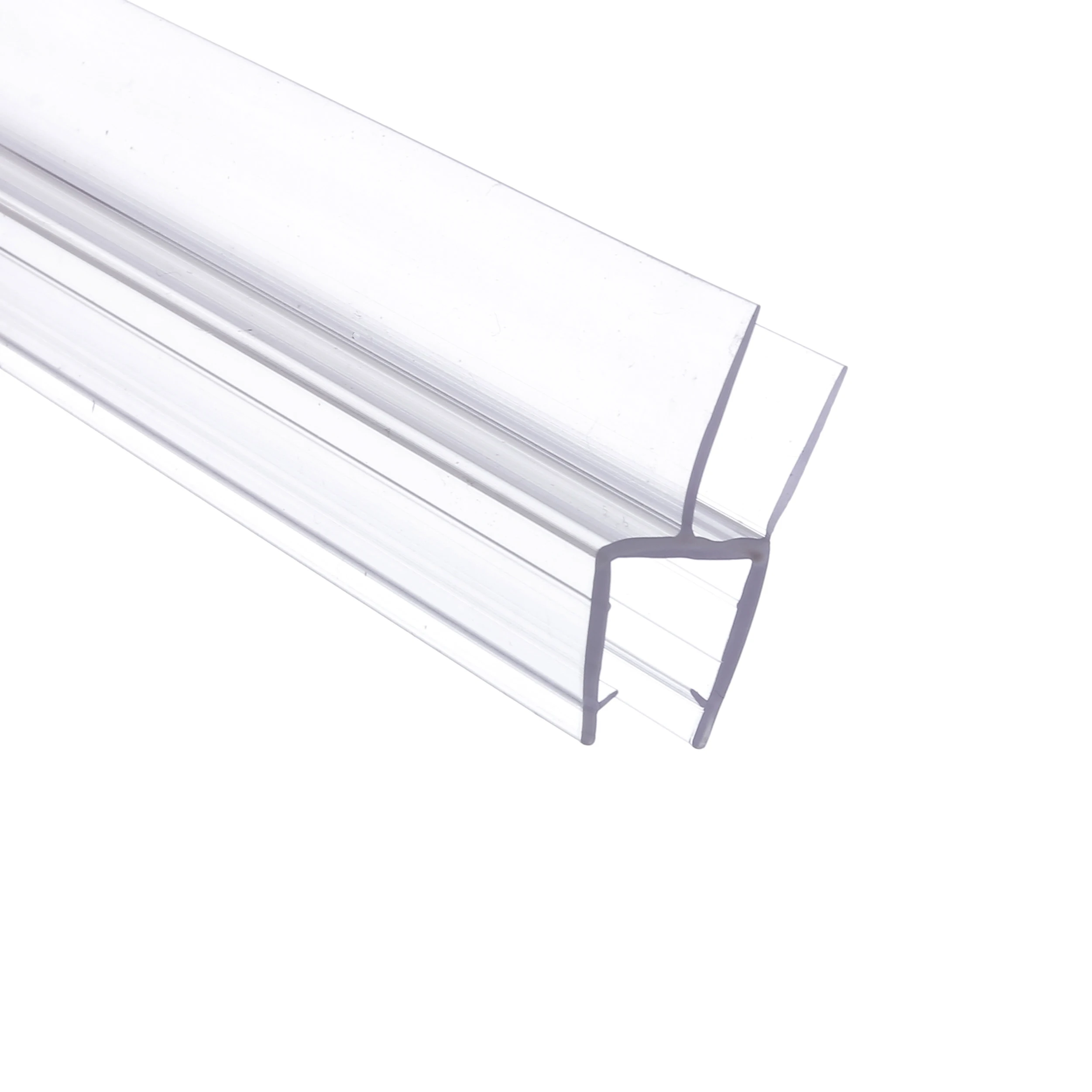
Jinsu (Guilin) Plastic Profiles Co., Ltd to wiodący chiński producent niestandardowych uszczelek z PCV do drzwi prysznicowych i uszczelek okiennych. Dysponując 20 liniami produkcyjnymi oraz ponad 80 technikami, dostarczamy trwałe, wodoodporne rozwiązania uszczelniające do łazienek i zastosowań przemysłowych. Zaufani przez klientów z Europy i Ameryki. Poproś o wycenę już dziś.
Prawa autorskie © 2025 by JinSu (Guilin) Plastic Profiles Co.,Ltd Polityka prywatności